Acura RL (1996-2004 year). Manual — part 463
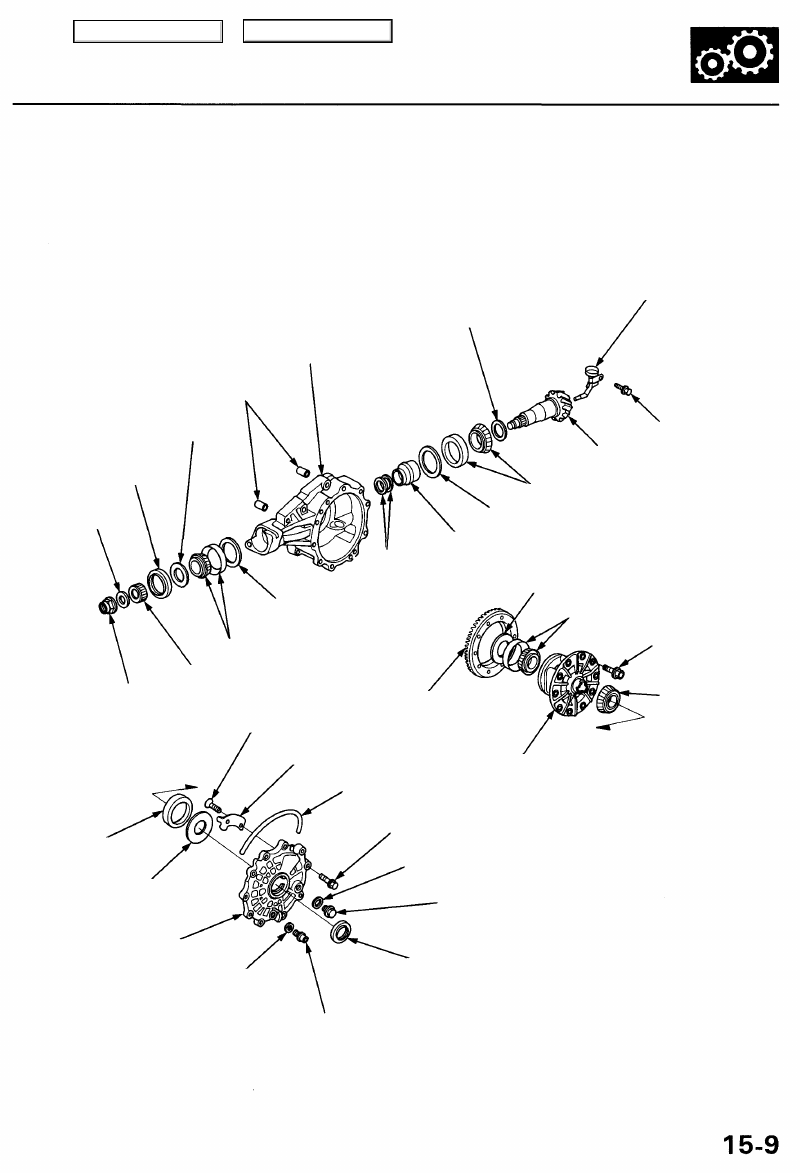
Illustrated Index
OIL GUIDE PIPE
43 mm THRUST SHIM
Selection, page
DIFFERENTIAL
CASE
DOWEL
PINS
THRUST
WASHER
OIL SEAL
Replace.
DRIVE PINION
6 x 1.0 mm
12 N-m (1.2 kgf-m,
8.7 Ibf-ft)
THRUST
WASHER
THRUST
WASHERS
LOCKNUT
Replace.
THRUST
WASHER
TAPERED ROLLER BEARING
PINION HUB
SCREW Replace.
12 N-m (1.2 kgf-m,
8.7 Ibf-ft)
BREATHER PLATE
TAPERED ROLLER BEARING
THRUST WASHER
PINION SPACER Replace.
79.5 mm THRUST SHIM(S) (1 or 2 shims)
Adjustment, page
TAPERED ROLLER BEARING
11 x 1.0 mm
118 N-m (12 kgf-m,
87 Ibf-ft)
TAPERED ROLLER
BEARING
BREATHER
TUBE
BEARING OUTER RACE
RING GEAR
DIFFERENTIAL
CARRIER
10 x 1.25 mm
44 N-m (4.5 kgf-m, 33 Ibf-ft)
79.5 mm THRUST SHIM(S)
(1 or 2 shims)
Adjustment, page
DIFFERENTIAL
CASE COVER
WASHER
Replace.
OIL FILLER PLUG
44 N-m (4.5 kgf-m, 33 Ibf-ft)
WASHER
Replace.
OIL SEAL
Replace.
DRAIN PLUG
39 N-m (4.0 kgf-m, 29 Ibf-ft)
Main Menu
Table of Contents
Differential Assembly
Inspection
To establish a starting point before disassembly, inspect
the following:
Ring gear backlash
Total bearing preload
Gear tooth contact
NOTE:
Be sure the differential is at room temperature before
inspecting.
Record the results of the preliminary inspections.
This information will be helpful during reassembly.
Ring gear backlash
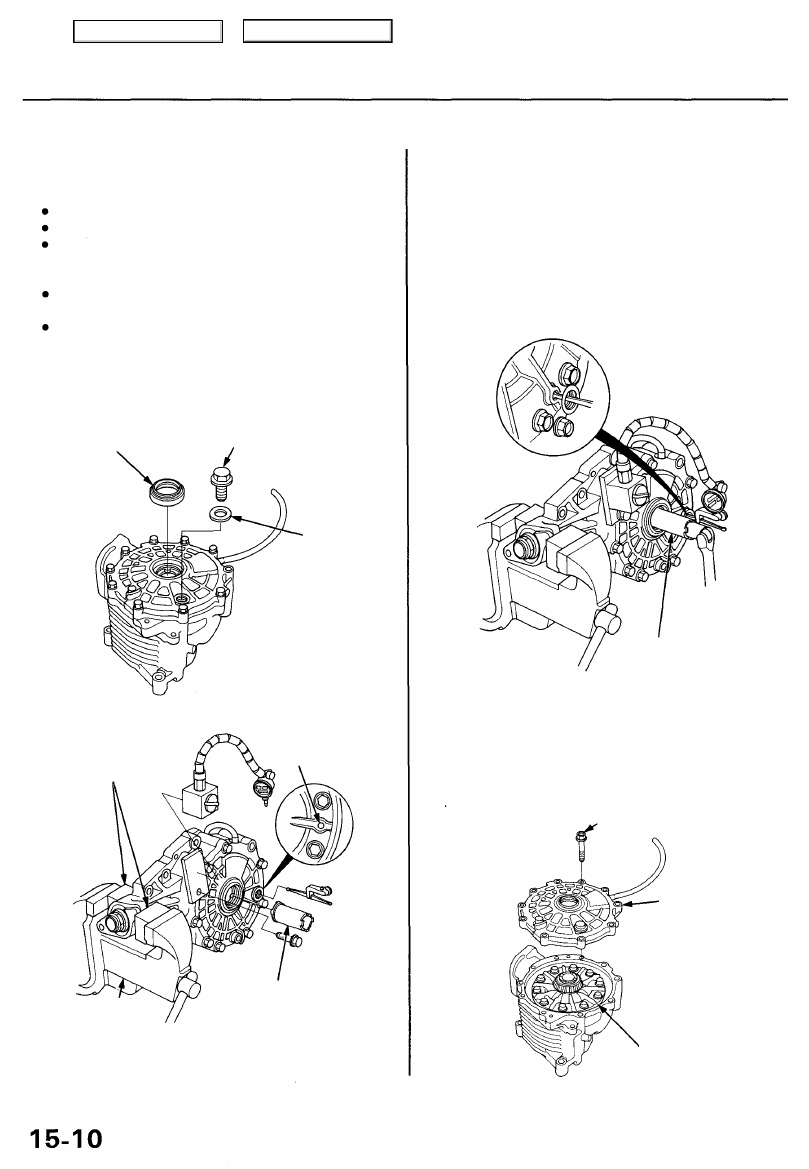
1. Remove the oil filler plug and the oil seal.
OIL SEAL
Replace.
OIL FILLER PLUG
44 N-m (4.5 kgf-m, 33 Ibf-ft)
WASHER
Replace.
BENCH
VISE
LOCKNUT SOCKET,
36 x 41 mm
3. Align the differential gear inspection hole with the
oil filler plug hole.
4. Measure the backlash of the ring gear on the differ-
ential carrier using the special tools as shown. After
measuring, remove the dial gauge and turn the dif-
ferential carrier one full turn, then remeasure the
backlash.
Standard: 0.06 - 0.14 mm (0.002 - 0.006 in)
The difference between the two measurements taken
must not exceed 0.06 mm (0.002 in).
LOCKNUT SOCKET,
36 x 41 mm
Total bearing preload
5. Remove the differential case cover and the differen-
tial carrier.
NOTE: Loosen the bolts in a crisscross pattern, in
several steps.
10 x 1.25 mm
44 N-m (4.5 kgf-m, 33 Ibf-ft)
DIFFERENTIAL
CASE COVER
DIFFERENTIAL
CARRIER
2. Secure the differential assembly in a vise with soft
jaws.
SOFT JAWS
INSPECTION
HOLE
Main Menu
Table of Contents

Use a dial-type torque wrench on the drive pinion to
measure the drive pinion bearing preload (Tp).
Standard: 1.42 - 1.91 N-m
(14.5 - 19.5 kgf-cm, 12.6 - 16.9 Ibf-in)
7. Reinstall the differential carrier and the differential
case cover, then measure the total bearing preload.
The total bearing preload should exceed the drive
pinion bearing preload (Tp) by:
Standard:
0.94 - 1.07 N-m (9.6 - 10.9 kgf-cm, 8.33 - 9.46 Ibf-in)
Example:
Total bearing preload (from step 7)
- Tp (from step 6)
Gear tooth contact
8. Remove the differential case cover and differential
carrier. Clean and paint the ring gear teeth lightly and
evenly with Prussian Blue (on both sides of each
tooth).
9. Reinstall the differential carrier and the differential
case cover, then torque the bolts in a crisscross pat-
tern in several steps.
10. Install the special tool as shown, then rotate the
drive pinion in both directions so that the ring gear
rotate one full turn in both directions. During this
operation resistance should be applied to the ring
gear.
LOCKNUT SOCKET,
36 x 41 mm
DRIVE
PINION
11. Remove the differential case cover and the differen-
tial carrier, then check the tooth contact pattern.
CORRECT TOOTH CONTACT
TOE
CONTACT
HEEL
CONTACT
FLANK
CONTACT
FACE
CONTACT
= 0.94 - 1.07 N-m (9.6 - 10.9 kgf-cm, 8.33 - 9.46 Ibf-in)
Main Menu
Table of Contents
Differential Assembly
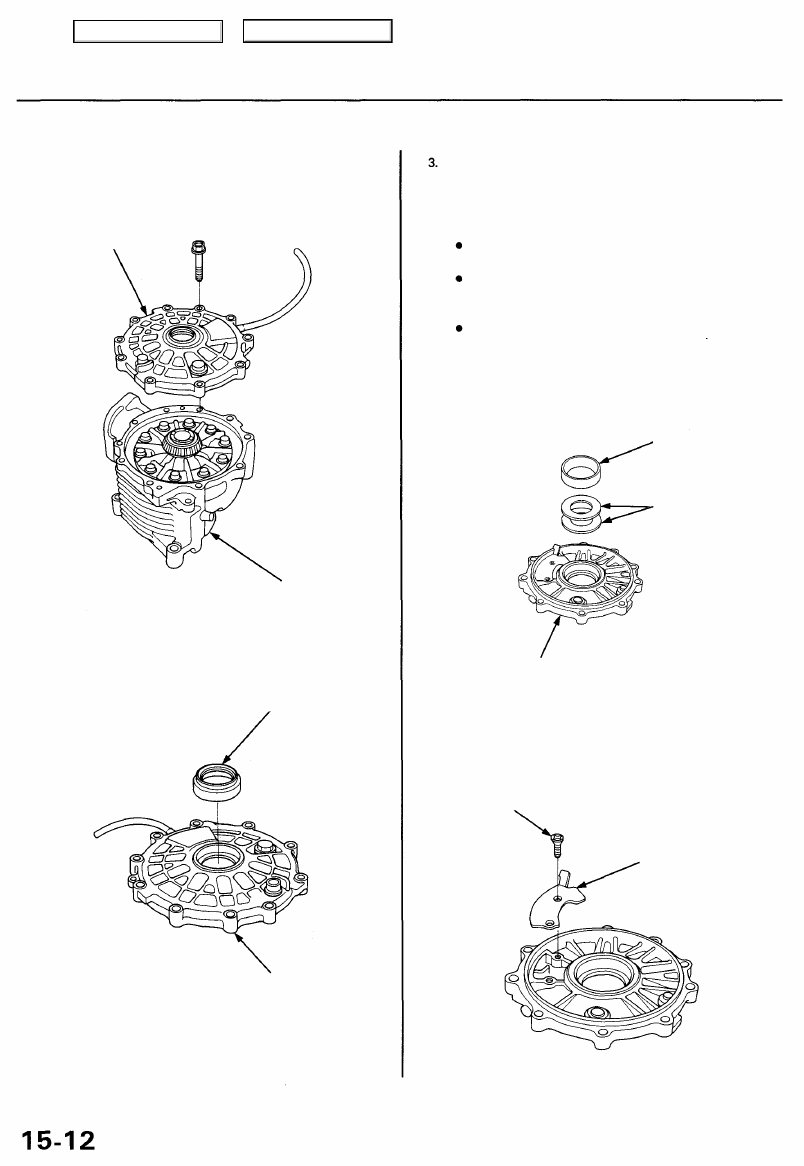
Disassembly
1. Remove the bolts in a crisscross pattern, in several
steps, then remove the differential case cover.
DIFFERENTIAL
CASE COVER
DIFFERENTIAL CASE
2. Remove the oil seal from the differential case cover.
OIL SEAL
Replace.
DIFFERENTIAL
CASE COVER
Remove the bearing outer race and the 79.5 mm
thrust shim(s) from the differential case cover by heat-
ing the differential case cover to about 212°F (100°C).
NOTE:
Do not heat the differential case cover in excess
of 212°F (100°C).
If the bearing outer race was removed by heat-
ing, allow the differential case cover to cool to
room temperature.
Replace the tapered roller bearing with a new
one whenever the bearing outer race is replaced.
BEARING OUTER
RACE
79.5 mm
THRUST SHIM
(1 or 2 shims)
DIFFERENTIAL CASE COVER
4. Remove the breather plate.
SCREW
Replace.
BREATHER PLATE
Main Menu
Table of Contents
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст