Subaru Impreza 3 / Impreza WRX / Impreza WRX STI. Service manual — part 84
ME(STI)-98
Cylinder Block
MECHANICAL
(2) If the cylinder inner diameter exceeds the
limit after boring and honing, replace the cylin-
der block.
NOTE:
Immediately after reboring, the cylinder diameter
may differ from its real diameter due to temperature
rise. Thus, when measuring the cylinder diameter,
wait until it has cooled to room temperature.
Cylinder inner diameter boring limit (diameter):
To 100.005 mm (3.9372 in)
3. PISTON AND PISTON PIN
1) Check the piston and piston pin for damage,
cracks or wear. Replace if faulty.
2) Check the piston ring groove for wear or dam-
age. Replace if faulty.
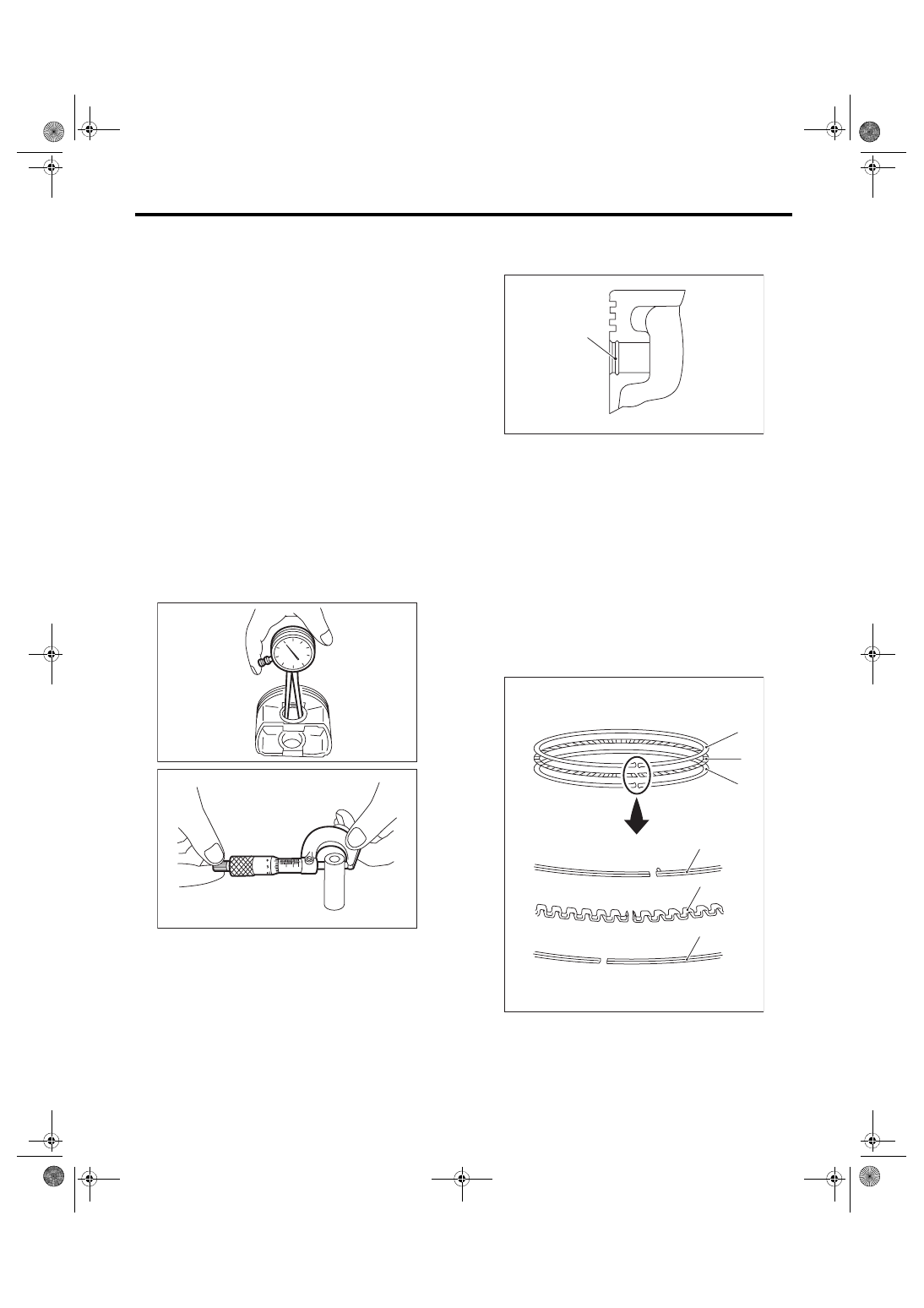
3) Make sure that the piston pin can be inserted
into the piston pin hole with a thumb at 20°C (68°F).
Replace if faulty.
Clearance between piston pin hole and piston
pin:
Standard
0.004 — 0.008 mm (0.0002 — 0.0003 in)
4) Check the snap ring installation groove (A) on
the piston for burr. If necessary, remove burr from
the groove so that the piston pin can lightly move.
5) Check the snap ring for distortion, cracks and
wear.
4. PISTON RING
1) If the piston ring is broken, damaged or worn, or
if its tension is insufficient, or when the piston is re-
placed, replace the piston ring with a new part of
the same size as piston.
NOTE:
• The top ring and second ring have the mark to
determine the direction for installing. When install-
ing the ring to piston, face marks to the top side.
• Oil ring consists of the upper rail, expander and
lower rail. When installing oil ring on piston, be
careful of the direction of each rail.
ME-00173
ME-00174
(A) Upper rail
(B) Expander
(C) Lower rail
ME-00175
(A)
ME-02480
(A)
(B)
(C)
(A)
(B)
(C)
ME(STI)-99
Cylinder Block
MECHANICAL
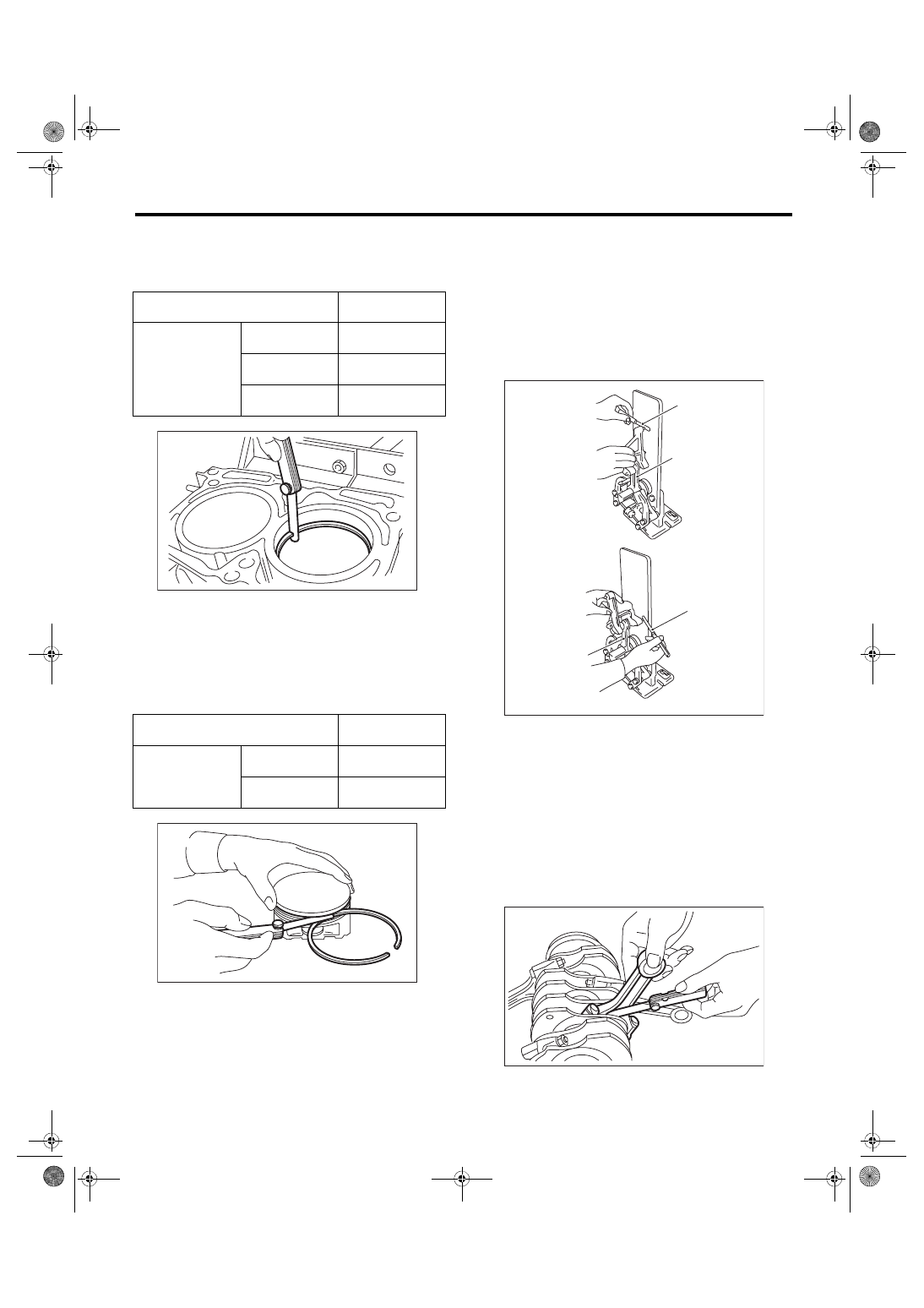
2) Using the piston, insert the piston ring and oil
ring into the cylinder block so that they are perpen-
dicular to the cylinder wall, and measure the piston
ring gap using a thickness gauge.
3) Fit the piston ring straight into the piston ring
groove, then measure the clearance between pis-
ton ring and piston ring groove with a thickness
gauge.
NOTE:
Before measuring the clearance, clean the piston
ring groove and piston ring.
5. CONNECTING ROD
1) Replace the connecting rod, if the large or small
end thrust surface is damaged.
2) Check for bend or twist using a connecting rod
aligner. Replace the connecting rod if the bend or
twist exceeds the limit.
Limit of bend or twist per 100 mm (3.94 in) in
length:
0.10 mm (0.0039 in)
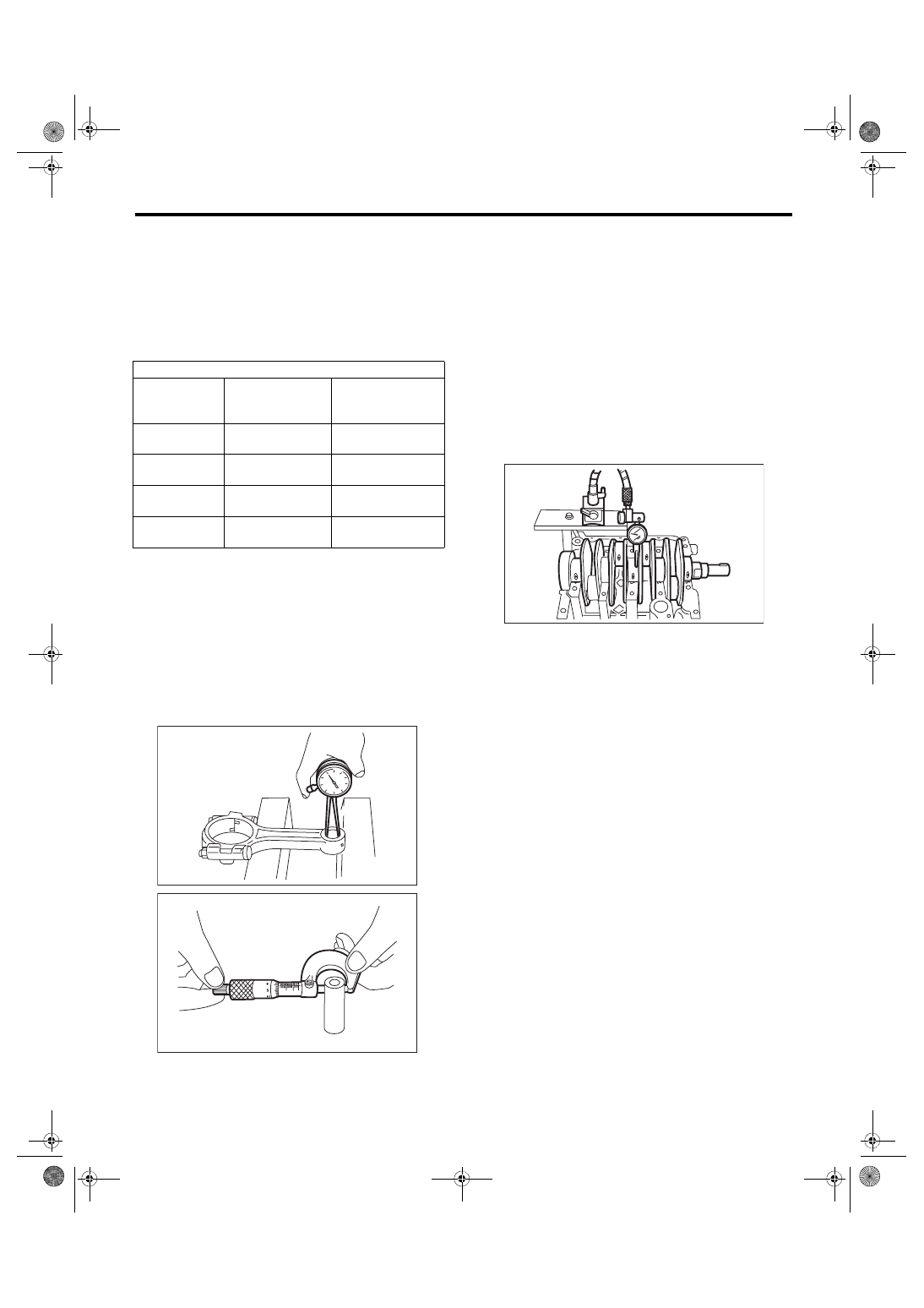
3) Install the connecting rod with bearings attached
to the crankshaft, and using a thickness gauge,
measure the thrust clearance. If the thrust clear-
ance exceeds the standard or uneven wear is
found, replace the connecting rod.
Connecting rod thrust clearance:
Standard
0.070 — 0.330 mm (0.0028 — 0.0130 in)
4) Inspect the connecting rod bearing for scar,
peeling, seizure, melting, wear, etc.
Standard
mm (in)
Piston ring gap
Top ring
0.23 — 0.28
(0.0091 — 0.0110)
Second ring
0.37 — 0.52
(0.015 — 0.020)
Oil ring rail
0.20 — 0.50
(0.0079 — 0.0197)
Standard
mm (in)
Clearance between
piston ring and pis-
ton ring groove
Top ring
0.040 — 0.080
(0.0016 — 0.0031)
Second ring
0.030 — 0.070
(0.0012 — 0.0028)
ME-00177
ME-00178
(A) Thickness gauge
(B) Connecting rod
(A)
(A)
(B)
(B)
ME-05475
ME-00180
ME(STI)-100
Cylinder Block
MECHANICAL
5) Measure the oil clearance on each connecting
rod bearing using plastigauge. If any oil clearance
is not within the standard, replace the defective
bearing with a new part of standard size or under-
size as necessary.
Connecting rod oil clearance:
Standard
0.017 — 0.045 mm (0.0007 — 0.0018 in)
6) Inspect the bushing at connecting rod small end,
and replace the connecting rod if it is worn or dam-
aged.
7) Measure the piston pin clearance at connecting
rod small end. If the measured value is not within
the standard, replace the connecting rod and piston
pin as a set.
Clearance between piston pin and bushing:
Standard
0 — 0.022 mm (0 — 0.0009 in)
6. CRANKSHAFT AND CRANKSHAFT
BEARING
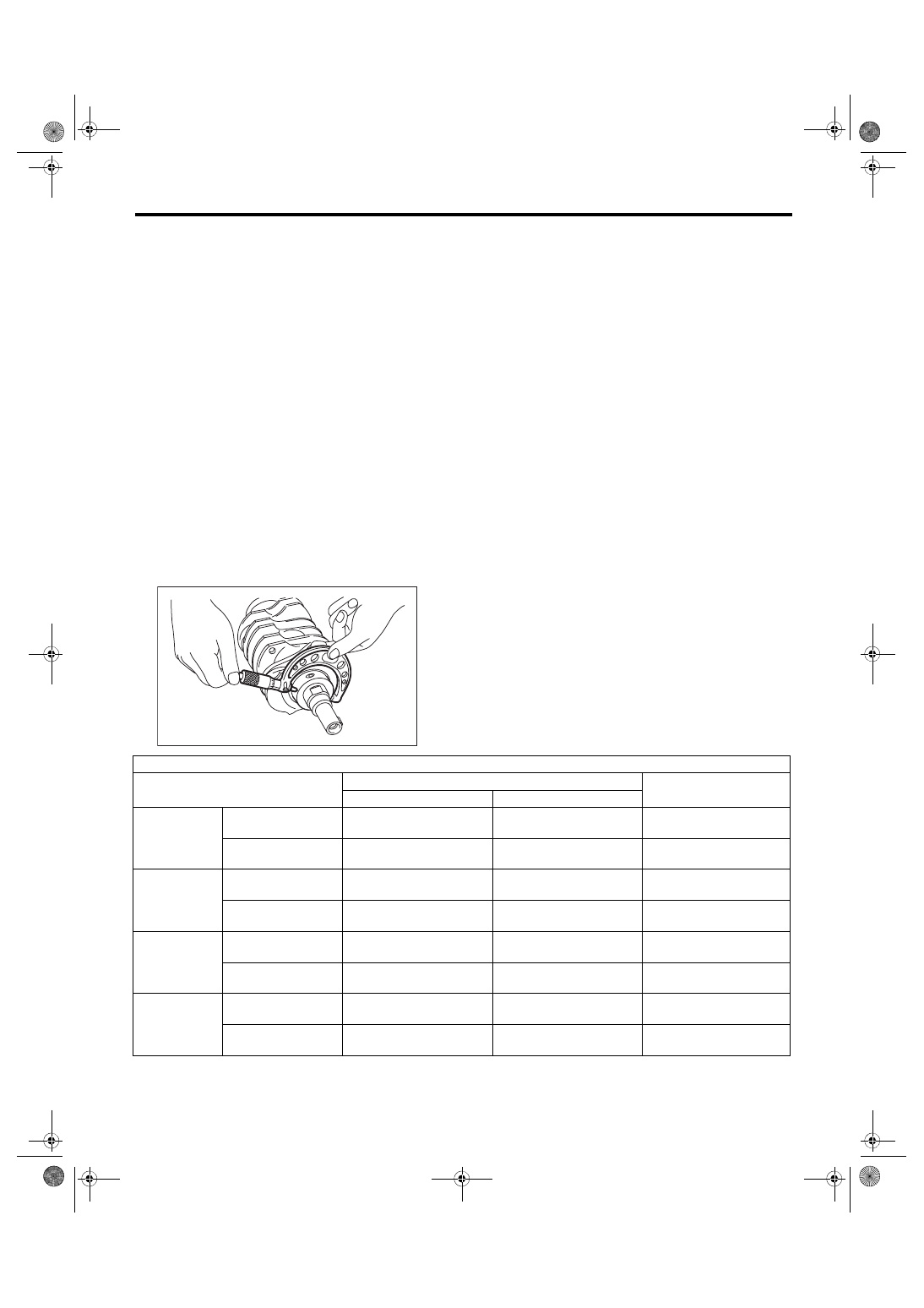
1) Clean the crankshaft completely, and check it for
cracks using liquid penetrant tester. If defective, re-
place the crankshaft.
2) Measure warping of the crankshaft. If it exceeds
the limit, correct or replace it.
NOTE:
If a suitable V-block is not available, using just the
#1 and #5 crankshaft bearings on cylinder block,
position the crankshaft on cylinder block. Then,
measure the crankshaft bend using a dial gauge.
Crankshaft bend limit:
0.035 mm (0.0014 in)
Unit: mm (in)
Bearing
Bearing size
(Thickness at cen-
ter)
Outer diameter of
crank pin
Standard
1.490 — 1.506
(0.0587 — 0.0593)
51.976 — 52.000
(2.0463 — 2.0472)
0.03 (0.0012)
Undersize
1.504 — 1.512
(0.0592 — 0.0595)
51.954 — 51.970
(2.0454 — 2.0461)
0.05 (0.0020)
Undersize
1.514 — 1.522
(0.0596 — 0.0599)
51.934 — 51.950
(2.0447 — 2.0453)
0.25 (0.0098)
Undersize
1.614 — 1.622
(0.0635 — 0.0639)
51.734 — 51.750
(2.0368 — 2.0374)
ME-00181
ME-00174
ME-00183
ME(STI)-101
Cylinder Block
MECHANICAL
3) Inspect the crank journal and crank pin for wear. If they are not within the standard, replace the bearing
with a suitable (undersize) one, and replace or grind to correct the crankshaft as necessary. When grinding
the crank journal or crank pin, finish them to the specified dimensions according to the undersize bearing to
be used.
Crank pin:
Cylindricality
Limit
0.006 mm (0.0002 in)
Out-of-roundness
Limit
0.005 mm (0.0002 in)
Grinding limit (dia.)
To 51.750 mm (2.0374 in)
Crank journal:
Cylindricality
Limit
0.006 mm (0.0002 in)
Out-of-roundness
Limit
0.005 mm (0.0002 in)
Grinding limit (dia.)
To 59.758 mm (2.3527 in)
ME-00184
Unit: mm (in)
Crank journal diameter
Crank pin outer diameter
#1, #3
#2, #4, #5
Standard
Journal O.D.
59.984 — 60.008
(2.3616 — 2.3625)
59.984 — 60.008
(2.3616 — 2.3625)
51.976 — 52.000
(2.0463 — 2.0472)
Bearing size
(Thickness at center)
1.998 — 2.015
(0.0787 — 0.0793)
2.000 — 2.017
(0.0787 — 0.0794)
1.490 — 1.506
(0.0587 — 0.0593)
0.03 (0.0012)
Undersize
Journal O.D.
59.962 — 59.978
(2.3607 — 2.3613)
59.962 — 59.978
(2.3607 — 2.3613)
51.954 — 51.970
(2.0454 — 2.0461)
Bearing size
(Thickness at center)
2.017 — 2.020
(0.0794 — 0.0795)
2.019 — 2.022
(0.0795 — 0.0796)
1.504 — 1.512
(0.0592 — 0.0595)
0.05 (0.0020)
Undersize
Journal O.D.
59.942 — 59.958
(2.3599 — 2.3605)
59.942 — 59.958
(2.3599 — 2.3605)
51.934 — 51.950
(2.0447 — 2.0453)
Bearing size
(Thickness at center)
2.027 — 2.030
(0.0798 — 0.0799)
2.029 — 2.032
(0.0799 — 0.0800)
1.514 — 1.522
(0.0596 — 0.0599)
0.25 (0.0098)
Undersize
Journal O.D.
59.742 — 59.758
(2.3520 — 2.3527)
59.742 — 59.758
(2.3520 — 2.3527)
51.734 — 51.750
(2.0368 — 2.0374)
Bearing size
(Thickness at center)
2.127 — 2.130
(0.0837 — 0.0839)
2.129 — 2.132
(0.0838 — 0.0839)
1.614 — 1.622
(0.0635 — 0.0639)
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст