Subaru Impreza (2008 год). Обслуживание и эксплуатация — часть 136
ME(H4DO 2.0)-98
Блок цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
5) Рассчитайте зазор между цилиндром и пор-
шнем.
ПРИМЕЧАНИЕ:
Измерения должны проводиться при темпера-
туре 20°C (68°F).
Зазор между цилиндром и поршнем при
20°C (68°F):
Номинальное значение
–0,010 — 0,010 мм
(–0,00039 — 0,00039 дюйма)
6) Расточка и хонингование
(1) Если какое-либо из измеренных значе-
ний конусности, отклонения от окружности
или зазора между поршнем и цилиндром
выходит за пределы номинального значе-
ния, либо имеется какое-либо повреждение
стенки цилиндра, расточите его для исполь-
зования ремонтного размера поршня.
ОСТОРОЖНО:
Если какой-либо цилиндр нуждается в рас-
точке, одновременно необходимо расто-
чить и другие цилиндры, заменив поршни на
ремонтные размеры.
(2) Если внутренний диаметр цилиндра пре-
вышает предельное значение после расточ-
ки и хонингования, замените блок цилинд-
ров.
ПРИМЕЧАНИЕ:
Сразу после расточки диаметр цилиндра мо-
жет отличаться от фактического диаметра за
счет температурного расширения. Соответс-
твенно, при измерении диаметра цилиндра
дождитесь, пока он не охладится до комнатной
температуры.
Предел расточки цилиндра (диаметр):
До 92,505 мм (3,6419 дюймов)
3. ПОРШЕНЬ И ПОРШНЕВОЙ ПАЛЕЦ
1) Проверьте поршень и поршневой палец на
предмет повреждений, трещин и износа. При
неисправности замените.
2) Проверьте канавку поршневого кольца на
предмет износа и повреждения. При неисправ-
ности замените.
3) Убедитесь, что поршневой палец вставляет-
ся в отверстие поршневого пальца пальцем ру-
ки при температуре 20°C (68°F). При неисправ-
ности замените.
Стандартный зазор между поршневым
пальцем и отверстием в поршне:
Номинальное значение
0,004 — 0,008 мм (0,0002 — 0,0003 дюйма)
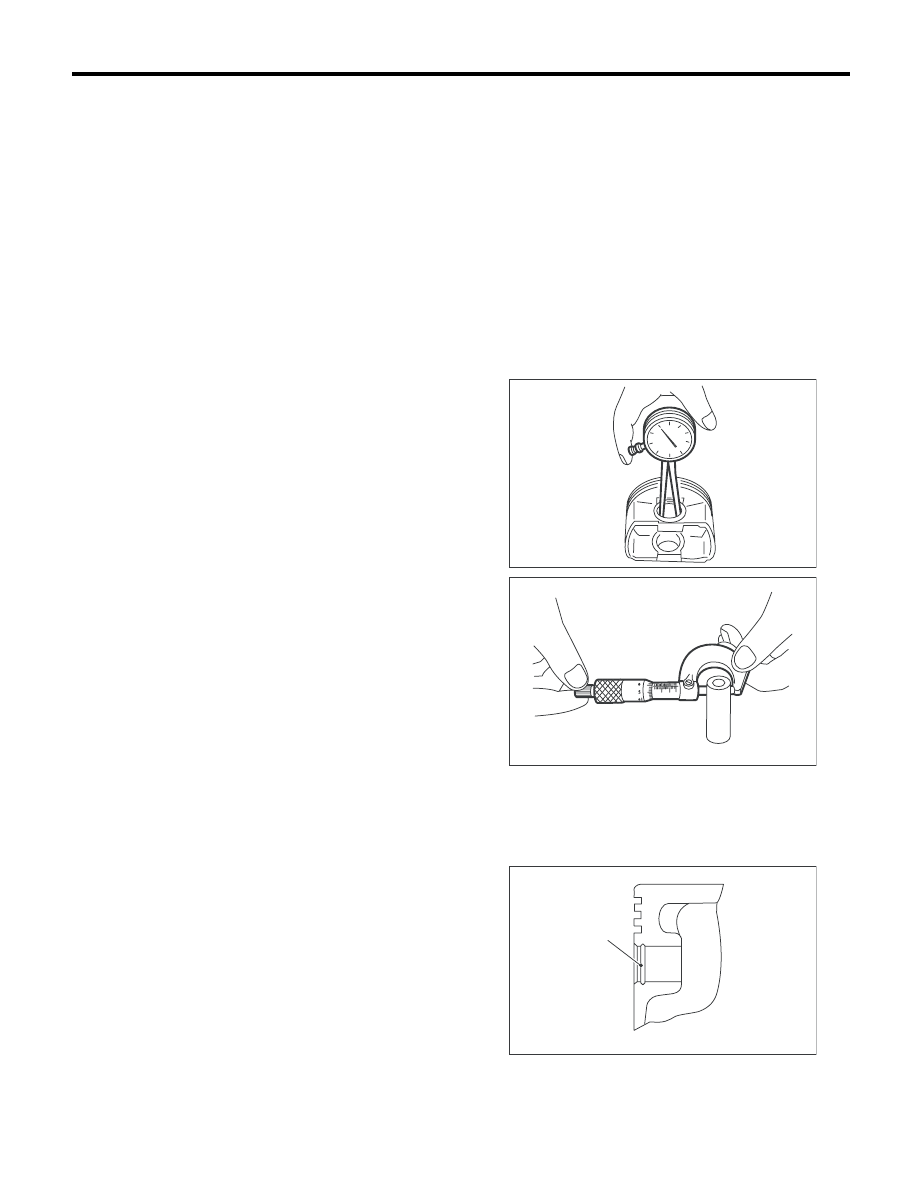
4) Проверьте установочную канавку (А) сто-
порного кольца на поршне на предмет наличия
заусенцев. При необходимости удалите за-
усенцы из канавки, так чтобы поршневой па-
лец мог легко двигаться.
5) Проверьте стопорное кольцо поршневого
пальца на предмет деформации, трещин и из-
носа.
ME-00173
ME-00174
ME-00175
(A)
ME(H4DO 2.0)-99
Блок цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
4. ПОРШНЕВОЕ КОЛЬЦО
1) При поломке, повреждении и износе порш-
невого кольца, а также при излишнем натяже-
нии, или при замене поршня, замените поршне-
вое кольцо на новое, соответствующее разме-
ру поршня.
ПРИМЕЧАНИЕ:
• Верхнее и второе кольца имеют отметку,
определяющую направление их установки.
При установке кольца на поршень, эта отметка
должна быть направлена вверх.
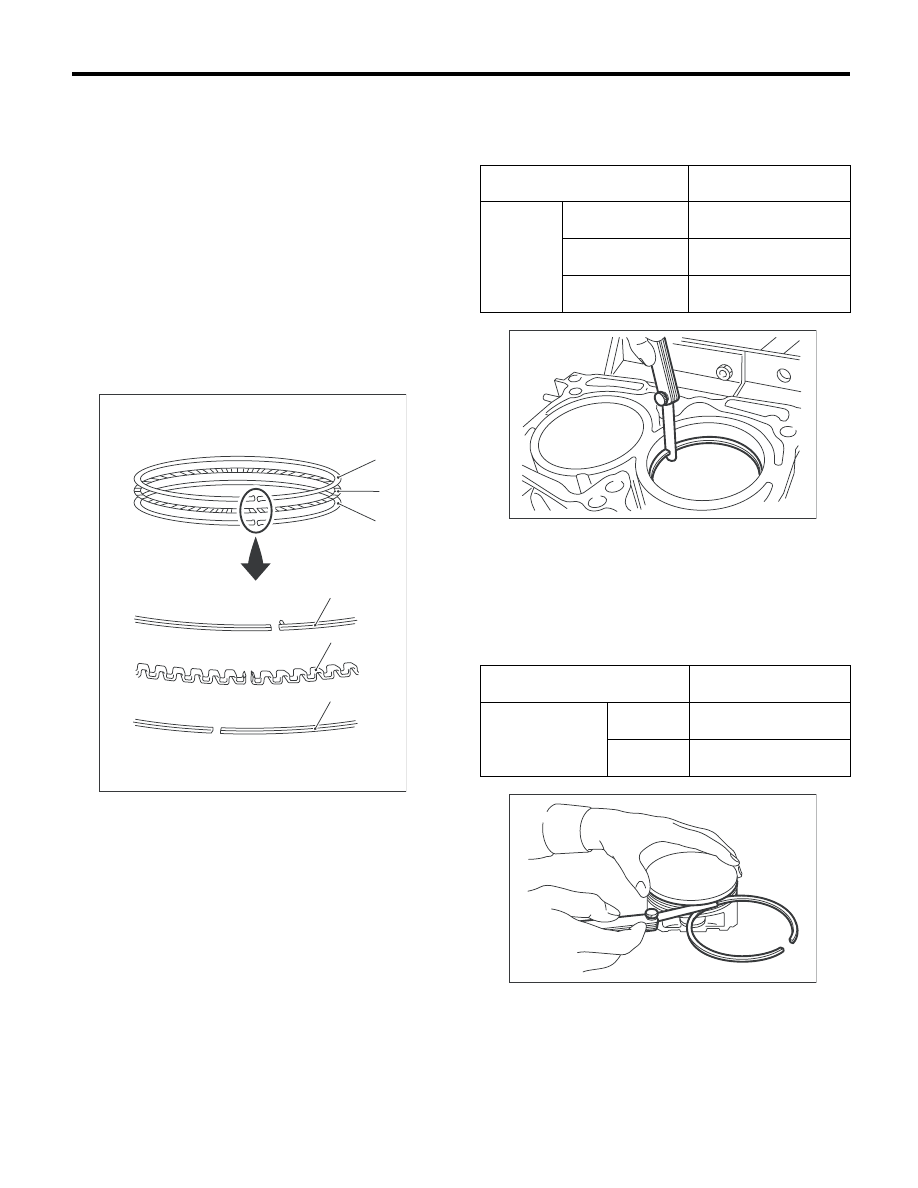
• Маслосъемное кольцо состоит из верхней
кромки, расширителя и нижней кромки. При ус-
тановке маслосъемного кольца на поршень
будьте внимательны, чтобы не перепутать на-
правление каждой кромки.
2) Сохраняя параллельность, поместите порш-
невое и маслосъемное кольца в цилиндр с по-
мощью поршня, и измерьте зазор поршневого
кольца при помощи щупа толщины.
3) Ровно вставьте поршневое кольцо в канавку
поршневого кольца, а затем измерьте зазор
между поршневым кольцом и канавкой порш-
невого кольца при помощи щупа толщины.
ПРИМЕЧАНИЕ:
Перед измерением зазора, очистите канавку
поршневого кольца и само поршневое кольцо.
(A) Верхняя кромка
(B) Расширитель
(C) Нижняя кромка
ME-02480
(A)
(B)
(C)
(A)
(B)
(C)
Номинальное
значение,
мм (дюймы)
Зазор пор-
шневого
кольца
Верхнее кольцо
0,20 — 0,35
(0,079 — 0,0138)
Второе кольцо
0,40 — 0,50
(0,016 — 0,0197)
Кромка масло-
съемного кольца
0,20 — 0,50
(0,0079 — 0,0197)
Номинальное
значение,
мм (дюймы)
Зазор между пор-
шневым кольцом
и канавкой порш-
невого кольца
Верхнее
кольцо
0,040 — 0,080
(0,0016 — 0,0031)
Второе
кольцо
0,030 — 0,070
(0,0012 — 0,0028)
ME-00177
ME-00178
ME(H4DO 2.0)-100
Блок цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
5. ШАТУН
1) Замените шатун, если повреждена опорная
поверхность большой или малой головки.
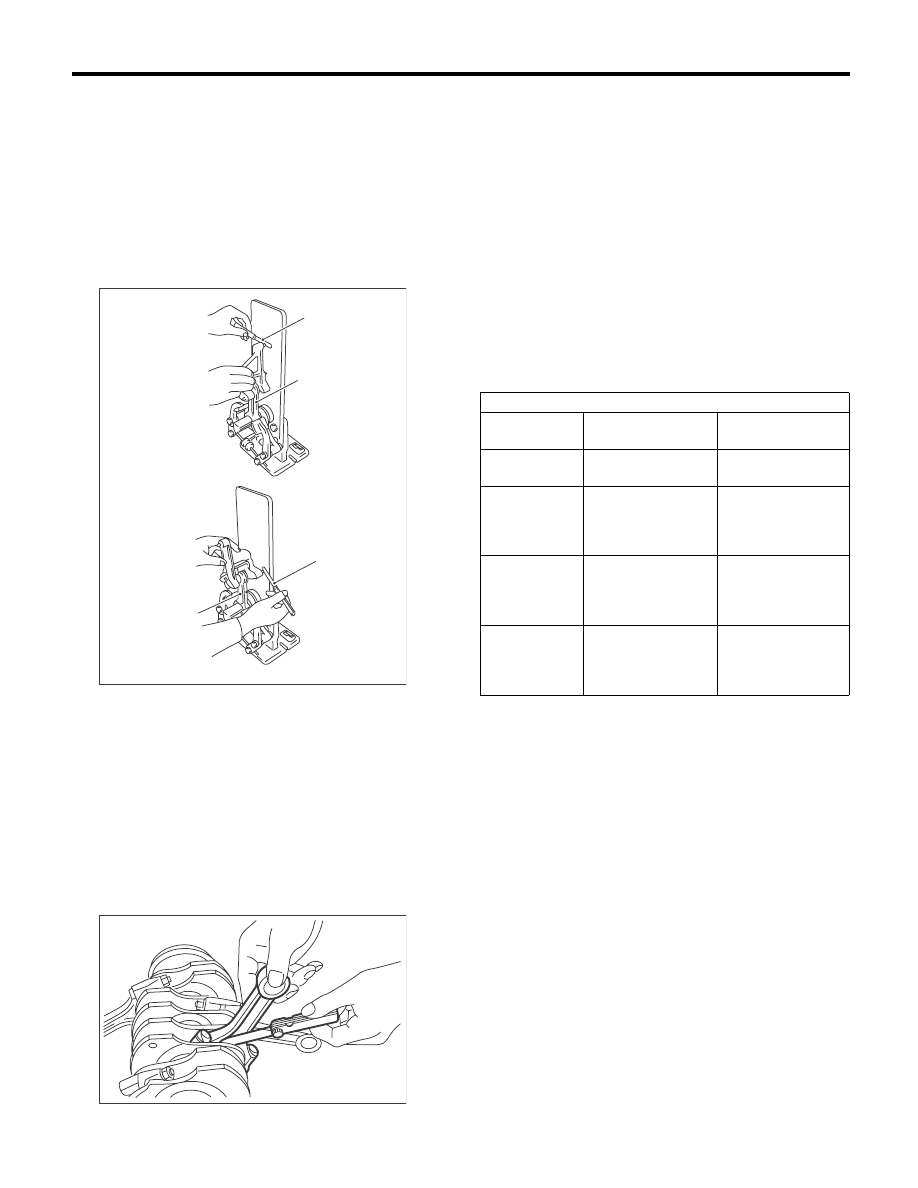
2) Проверьте шатун на предмет изгиба и скру-
чивания при помощи выравнивающего устройс-
тва. Замените шатун в случае, если изгиб или
скручивание превышают предел.
Предел изгиба и скручивания на 100 мм
(3,94 дюйма) по длине:
0,10 мм (0,0039 дюйма)
3) Установите шатун с вкладышем подшипника
на коленчатый вал и измерьте осевой люфт
при помощи щупа толщины. Если осевой люфт
не соответствует номинальному значению, ли-
бо имеется неравномерный износ, замените
шатун.
Осевой люфт шатуна:
Номинальное значение
0,070 — 0,330 мм (0,0028 — 0,0130 дюйма)
4) Проверьте вкладыш шатунного подшипника
коленчатого вала на предмет наплывов, отсла-
ивания, заклинивания, оплавления, износа и
т.д.
5) Измерьте масляный зазор каждого вклады-
ша шатунного подшипника коленчатого вала
при помощи специального инструмента для из-
мерения зазоров в подшипниках скольжения.
Если какой-либо масляный зазор выходит за
пределы номинального значения, замените де-
фектный вкладыш на новый, номинального или
ремонтного размера при необходимости.
Масляный зазор шатуна:
Номинальное значение
0,016 — 0,044 мм
(0,00063 — 0,0017 дюйма)
6) Проверьте втулку на малой головке шатуна,
и замените на новую в случае наличия износа
или повреждений.
7) Измерьте зазор поршневого пальца на ма-
лой головке шатуна. В случае, если зазор не
соответствует номинальному значению, заме-
ните деталь на новую.
(A) Щуп толщины
(B) Шатун
( A )
( A )
( B )
( B )
ME-00179
ME-00180
Единицы измерения: мм (дюймы)
Вкладыш
Размер вкладыша
(Толщина в центре)
Внешний диаметр
шатунной шейки
Номинальное
значение
1,492 — 1,501
(0,0587 — 0,0591)
51,984 — 52,000
(2,0466 — 2,0472)
0,03 (0,0012)
меньше номи-
нального раз-
мера
1,510 — 1,513
(0,0594 — 0,0596)
51,954 — 51,970
(2,0454 — 2,0461)
0,05 (0,0020)
меньше номи-
нального раз-
мера
1,520 — 1,523
(0,0599 — 0,0600)
51,934 — 51,950
(2,0447 — 2,0453)
0,25 (0,0098)
меньше номи-
нального раз-
мера
1,620 — 1,623
(0,0638 — 0,0639)
51,734 — 51,750
(2,0368 — 2,0374)
ME(H4DO 2.0)-101
Блок цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
Зазор между поршневым пальцем и втулкой:
Номинальное значение
0 — 0,022 мм (0 — 0,0009 дюйма)
8) Следующая процедура используется для за-
мены втулки малой головки шатуна.
(1) Снимите втулку с шатуна при помощи
специального инструмента и пресса.
(2) Нанеся масло на внешнюю поверхность
новой втулки, запрессуйте ее при помощи
специального инструмента.
ST
499037100
ПРИСПОСОБЛЕНИЕ ДЛЯ
СНЯТИЯ И УСТАНОВКИ
ВТУЛКИ ШАТУНА
(3) Сделайте два отверстия диаметром 3 мм
(0,12 дюйма) в запрессованной втулке, опи-
раясь на ранее изготовленные отверстия в
шатуне, и разверните внутреннюю часть
втулки.
(4) По окончании развертки, очистите втул-
ку, чтобы удалить опилки.
6. КОЛЕНЧАТЫЙ ВАЛ И ВКЛАДЫШ
КОРЕННОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
1) Полностью очистите коленчатый вал, и про-
верьте его на предмет трещин методом прини-
кающей жидкости. При наличии дефектов за-
мените коленчатый вал.
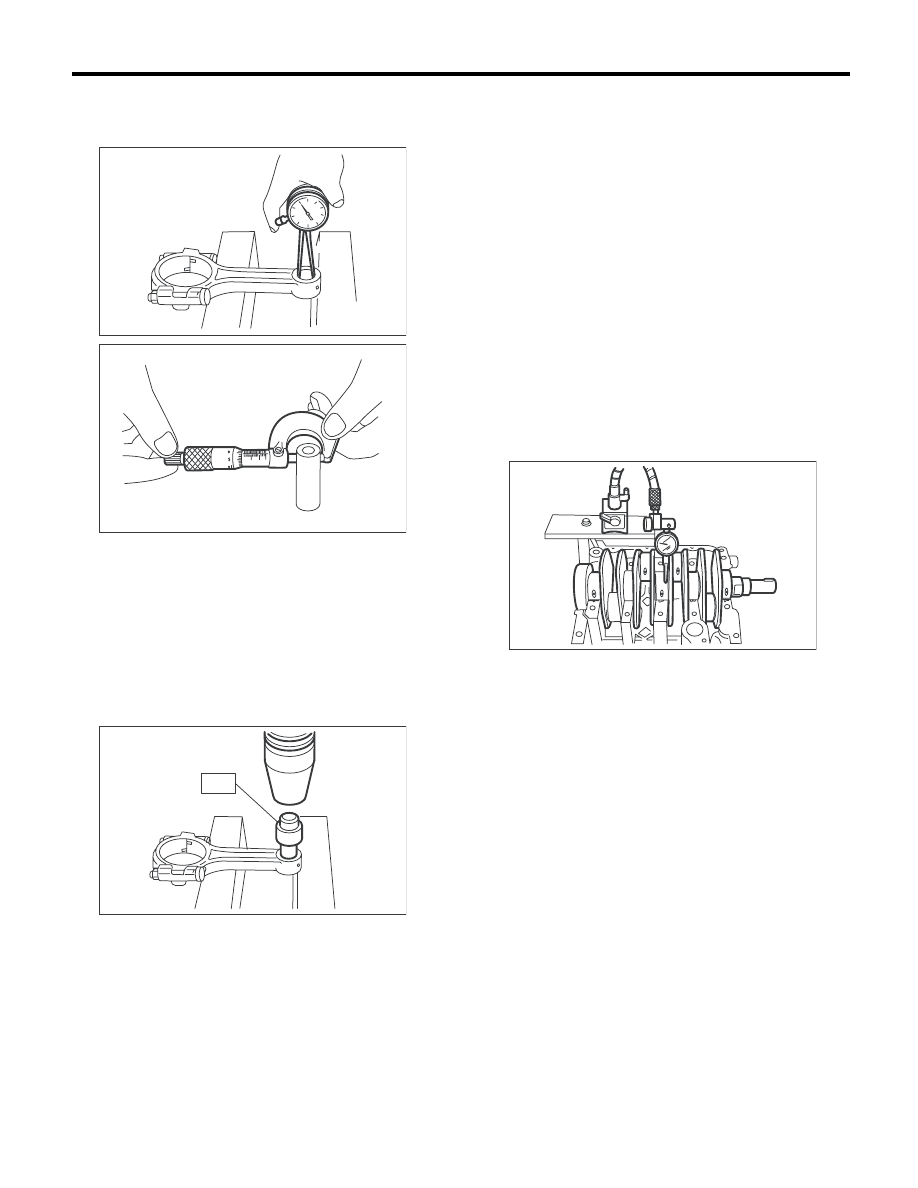
2) Измерьте изгиб коленчатого вала. При пре-
вышении предельного значения, отремонти-
руйте или замените его.
ПРИМЕЧАНИЕ:
При отсутствии подходящего клиновидного
блока, установите коленчатый вал на блок ци-
линдров, использую только вкладыши корен-
ных подшипников коленчатого вала №1 и №5.
Затем измерьте изгиб коленчатого вала при
помощи циферблатного измерителя.
Предел изгиба коленчатого вала:
0,035 мм (0,0014 дюйма)
ME-00181
ME-00174
ME-00182
ST
ME-00183
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст