Acura RL (1996-2004 year). Manual — part 343
Crankshaft
Inspection
• Clean the crankshaft oil passages with pipe cleaners
or a suitable brush.
• Check the keyway and threads.
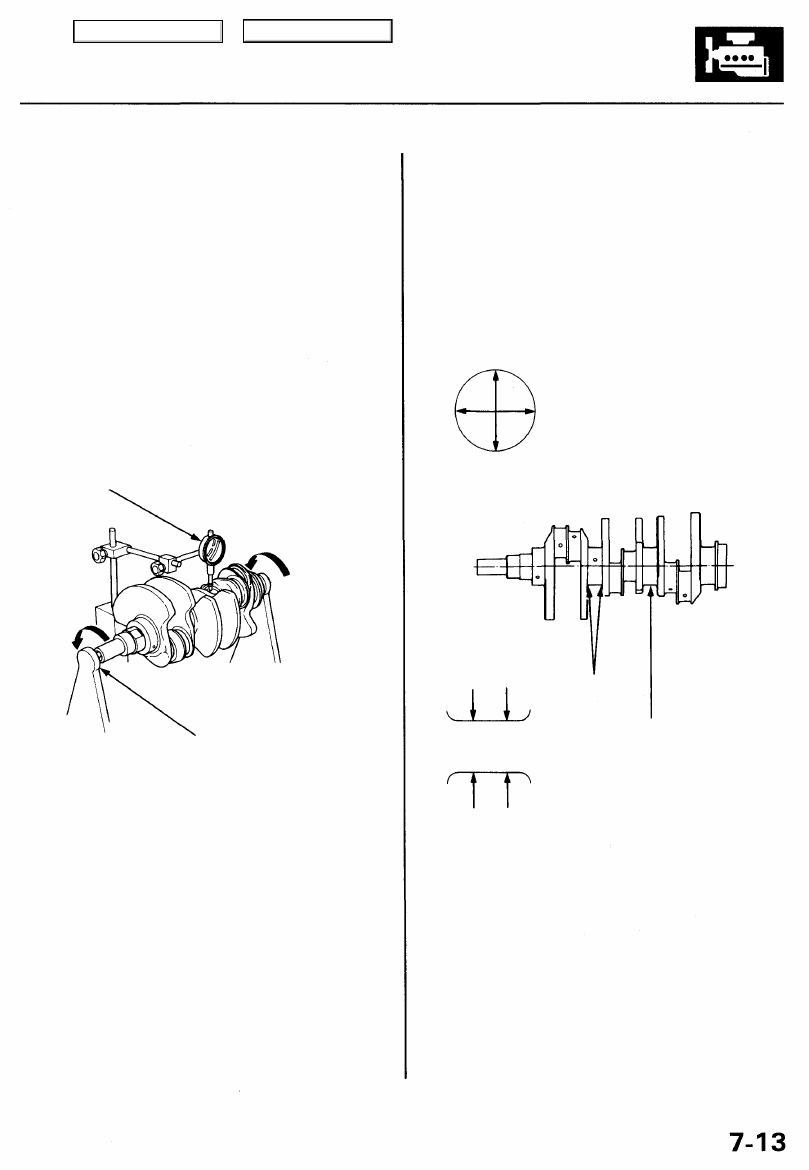
Alignment
• Measure runout on all main journals to make sure the
crankshaft is not bent.
• The difference between measurements on each journal
must not be more than the service limit.
Crankshaft Total Runout:
Standard (New): 0.020 mm (0.0008 in) max.
Service Limit: 0.030 mm (0.0012 in)
DIAL INDICATOR
Rotate two complete
revolutions.
Support with lathe-
type tool or V-blocks.
Out-of-Round and Taper
• Measure out-of-round at the middle of each rod and
main journal in two places.
• The difference between measurements on each journal
must not be more than the service limit.
Journal Out-of-Round:
Standard (New): 0.004 mm (0.0002 in) max.
Service Limit: 0.010 mm (0.0004 in)
Measure taper
at edges.
Measure out-of-
round at middle.
• Measure taper at the edges of each rod and main
journal.
• The difference between measurements on each journal
must not be more than the service limit.
Journal Taper:
Standard (New): 0.005 mm (0.0002 in) max.
Service Limit: 0.010 mm (0.0004 in)
Main Menu
Table of Contents
Pistons
Inspection
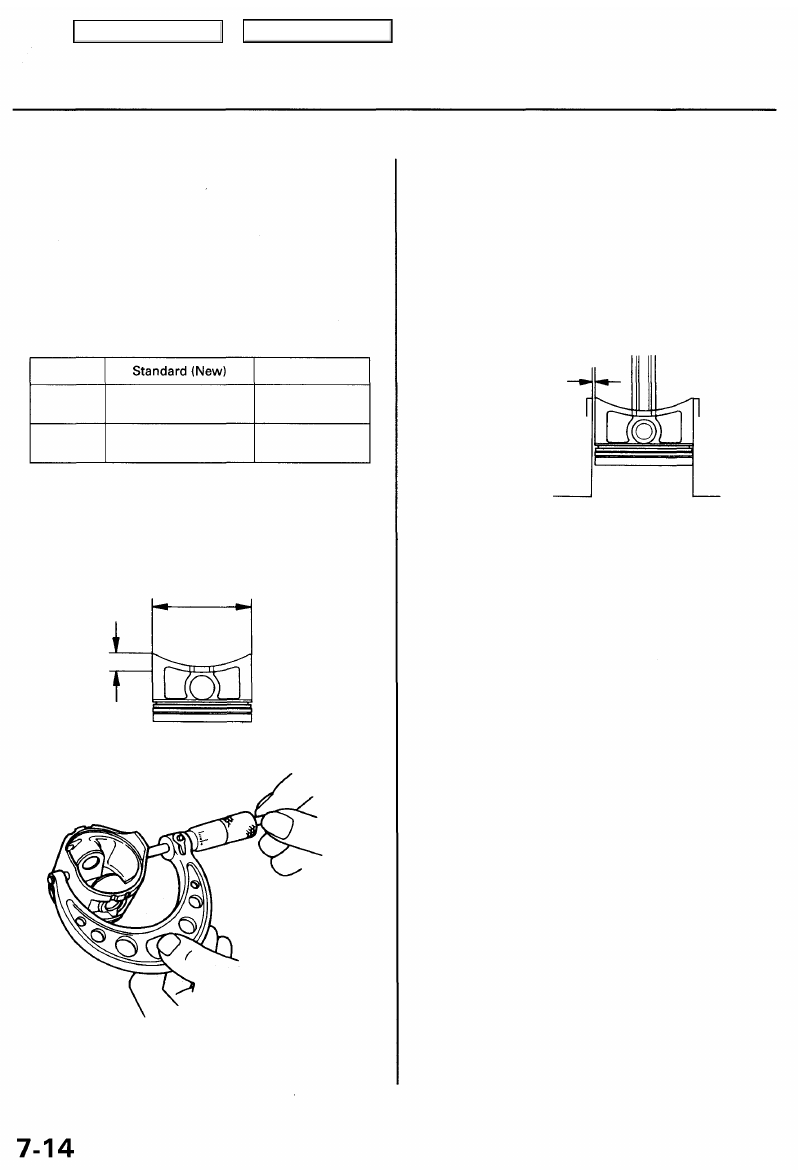
1. Check the piston for distortion or cracks.
2. Measure the piston diameter at a point 14.0 mm
(0.55 in) from the bottom of the skirt.
NOTE: There are two standard-size pistons (No let-
ter or A, and B). The letter is stamped on the top of
the piston. Letters are also stamped on the cylinder
block as cylinder bore sizes.
Standard Piston Diameter
Oversize Piston Diameter
0.25: 90.230 - 90.240 mm (3.5524 - 3.5527 in)
0.50: 90.480 - 90.490 mm (3.5622 - 3.5626 in)
SKIRT DIAMETER
14.0 mm
(0.55 in)
89.980 - 89.990 mm
(3.5425 - 3.5429 in)
89.970 - 89.980 mm
(3.5421- 3.5425 in)
B
No Letter
(A)
89.970 mm
(3.5421 in)
Service Limit
89.960 mm
(3.5417 in)
3. Calculate the difference between cylinder bore diame-
) and piston diameter.
Piston-to-Block Clearance
Standard (New): 0.02 - 0.04 mm
(0.001 - 0.002 in)
Service Limit: 0.08 mm (0.003 in)
SERVICE LIMIT
0.08 mm (0.003 in)
Main Menu
Table of Contents
Cylinder Block
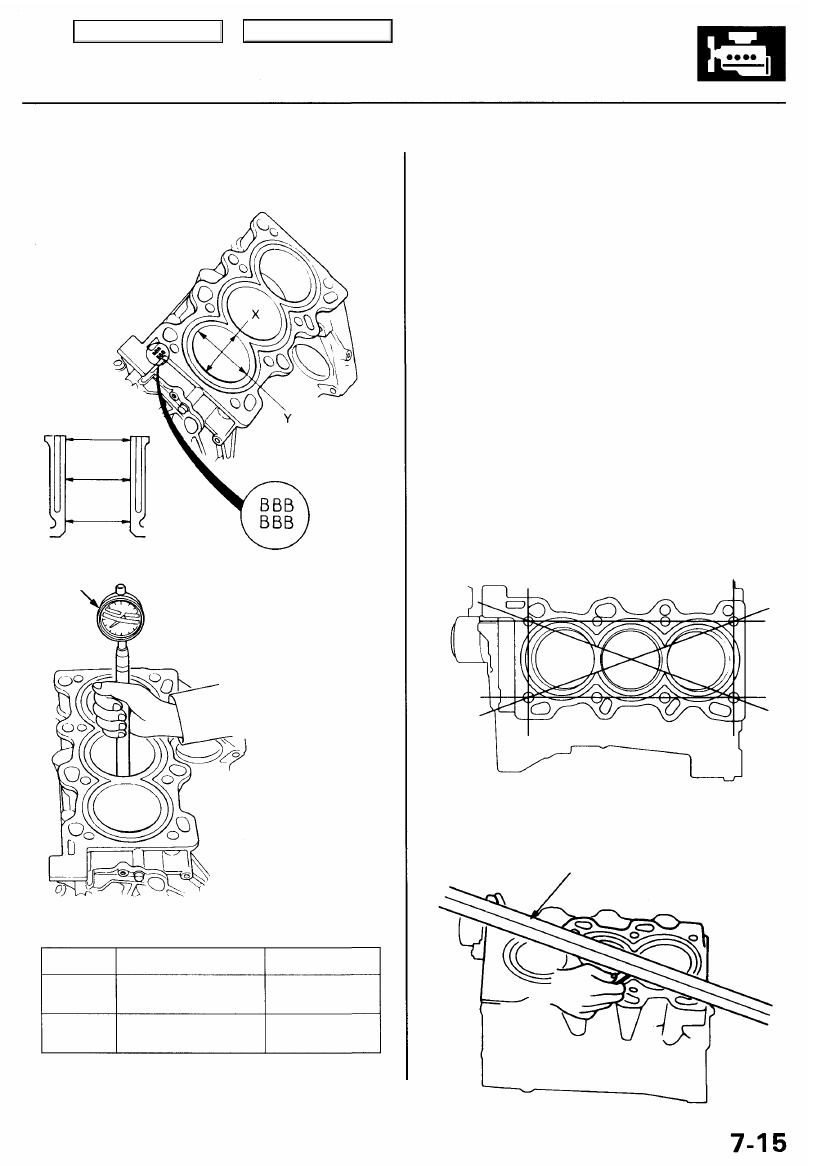
Inspection
1. Measure wear and taper in directions X and Y at
three levels in each cylinder as shown.
CYLINDER BORE SIZES (A or I, B or Il)
NOTE: To maintain proper piston
clearance, match these letters with
the letters on the pistons. The let-
ters on the block read from front to
rear. No. 1 through No. 3 cylinders
on the first line, and No. 4 through
No. 6 cylinders on the second line.
CYLINDER
BORE
GAUGE
Cylinder Bore Size
Standard (New)
Service Limit
90.070 mm
(3.5461 in)
90.070 mm
(3.5461 in)
90.010 - 90.020 mm
(3.5437 - 3.5441 in)
90.000 - 90.010 mm
(3.5433 - 3.5437 in)
B or
I
l
A or I
Oversize
0.25: 90.250 - 90.270 mm (3.5531 - 3.5539 in)
0.50: 90.500 - 90.520 mm (3.5630 - 3.5638 in)
Bore Taper
Limit: (Difference between first and third measure-
ment) 0.05 mm (0.002 in)
Reboring Limit: 0.5 mm (0.02 in)
• If measurements in any cylinder are beyond the
oversize bore service limit, replace the cylinder
block.
• If the block is to be rebored, refer to Piston Clear-
) after reboring.
NOTE: Scored or scratched cylinder bores must be
honed.
2. Check the top of the cylinder block for warpage.
Measure along the edges and across the center as
shown.
SURFACES TO BE MEASURED
Cylinder Block Warpage:
Standard (New): 0.07 mm (0.003 in) max.
Service Limit: 0.10 mm (0.004 in)
PRECISION STRAIGHT EDGE
Main Menu
Table of Contents
Cylinder Block
Bore Honing
1. Measure the cylinder bores as shown on page
If the cylinder block is to be reused, hone the cylin-
ders and remeasure the bores.
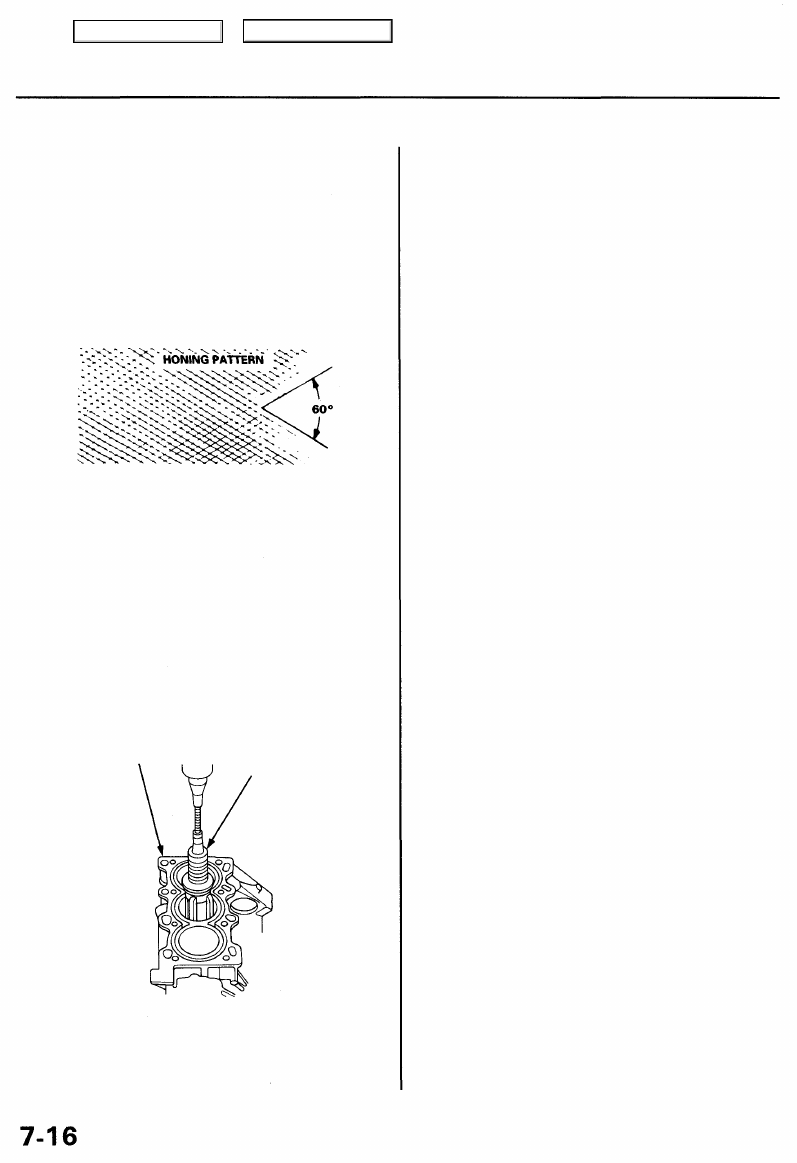
2. Hone the cylinder bores with honing oil and a fine
(400 grit) stone in a 60 degree crosshatch pattern.
NOTE:
• Use only a rigid hone with a 400 grit or finer
stone, such as Sunnen, Ammco, or equivalent.
• Do not use stones that are worn or broken.
3. When honing is complete, thoroughly clean the
cylinder block of all metal particles. Wash the cylin-
der bores with hot soapy water, then dry and oil
them immediately to prevent rusting.
NOTE: Never use solvent, it will only redistribute
the grit on the cylinder walls.
4. If scoring or scratches are still present in the cylin-
der bores after honing to the service limit, rebore
the cylinder block.
NOTE: Some light vertical scoring and scratching is
acceptable if it is not deep enough to catch your fin-
gernail and does not run the full length of the bore.
CYLINDER BLOCK
CYLINDER HONE
(Commercially available)
NOTE:
• After honing, clean the cylinder thoroughly with
hot soapy water.
• Only scored or scratched cylinder bores must be
honed.
Main Menu
Table of Contents
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст