Subaru Forester (2008 год). Обслуживание и эксплуатация — часть 66
ME(H4SO)-65
Головка блока цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
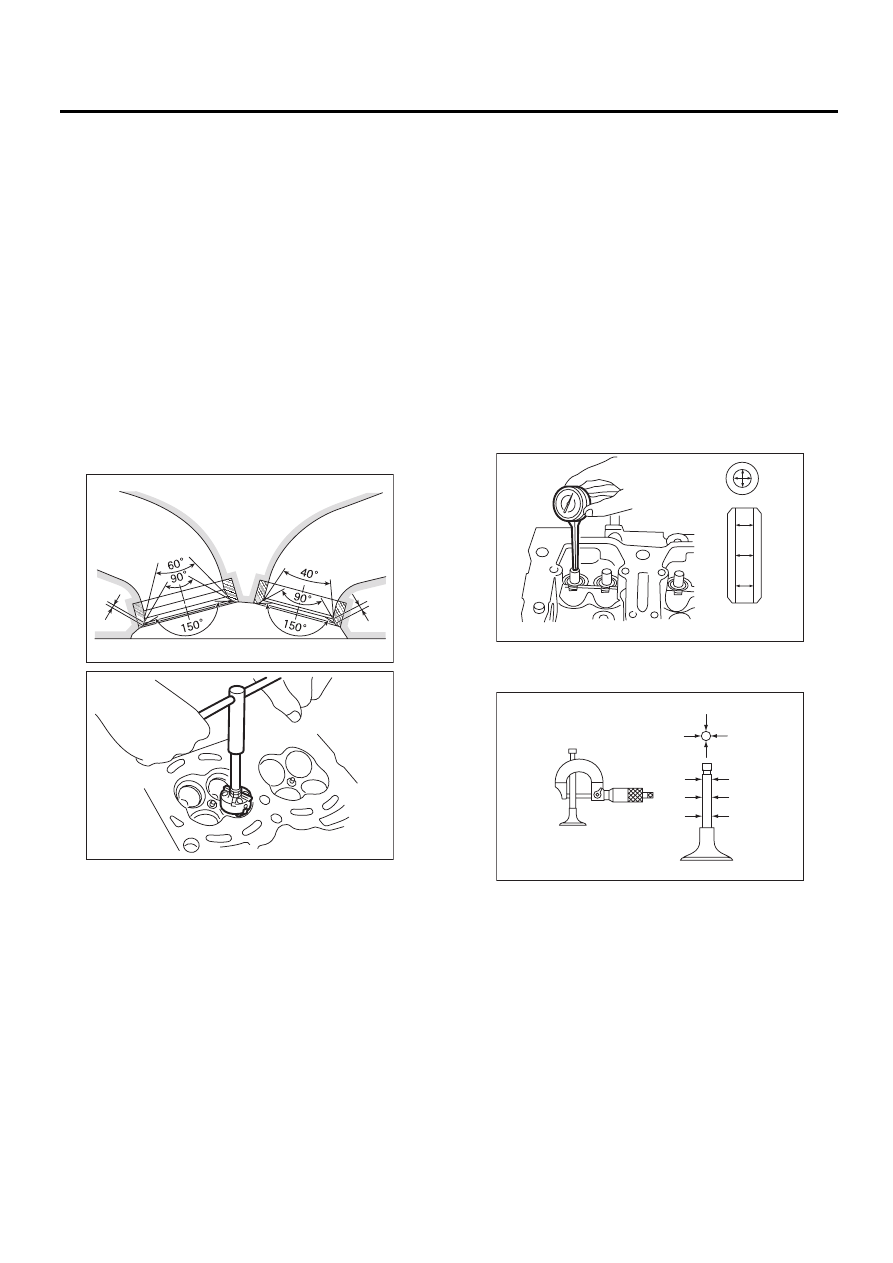
2. СЕДЛО КЛАПАНА
Проверьте седла впускного и выпускного кла-
панов и исправьте контактные поверхности
при помощи развертки седла клапана в том
случае, если они повреждены или если замене-
ны направляющие втулки клапанов.
Ширина седла клапана W:
Впускной (A)
Номинальное значение
0,8 — 1,4 мм (0,03 — 0,055 дюймов)
Предельное значение
1,7 мм (0,067 дюйма)
Выпускной (B)
Номинальное значение
1,2 — 1,8 мм (0,047 — 0,071 дюймов)
Предельное значение
2,2 мм (0,087 дюйма)
3. НАПРАВЛЯЮЩАЯ ВТУЛКА КЛАПАНА
1) Проверьте зазор между направляющей втул-
кой клапана и штоком. Зазор можно проверить
измерением внешнего диаметра штока клапана
при помощи микрометра и внутреннего диамет-
ра направляющей втулки клапана при помощи
нутромера.
Зазор между направляющей втулкой клапа-
на и штоком клапана:
Номинальное значение
Впускной
0,035 — 0,062 мм (0,0014 — 0,0024 дюймов)
Выпускной
0,040 — 0,067 мм (0,0016 — 0,0026 дюймов)
Предельное значение
0,15 мм (0,0059 дюйма)
W
W
(A)
(B)
ME-00397
ME-00287
(A) Направляющая втулка клапана
ME-00763
(A)
ME-00289
X
Y
ME(H4SO)-66
Головка блока цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
2) Если зазор между направляющей втулкой
клапана и штоком превышает предельное зна-
чение, замените направляющую втулку клапа-
на или сам клапан, в зависимости от того, где
имеется больший уровень износа или повреж-
дений и т.д. См. соответствующую процедуру
для замены направляющей втулки клапана.
Внутренний диаметр направляющей втулки
клапана:
6,000 — 6,012 мм (0,2362 — 0,2367 дюймов)
Внешние диаметры штока клапана:
Впускной
5,950 — 5,965 мм (0,2343 — 0,2348 дюймов)
Выпускной
5,945 — 5,960 мм (0,2341 — 0,2346 дюймов)
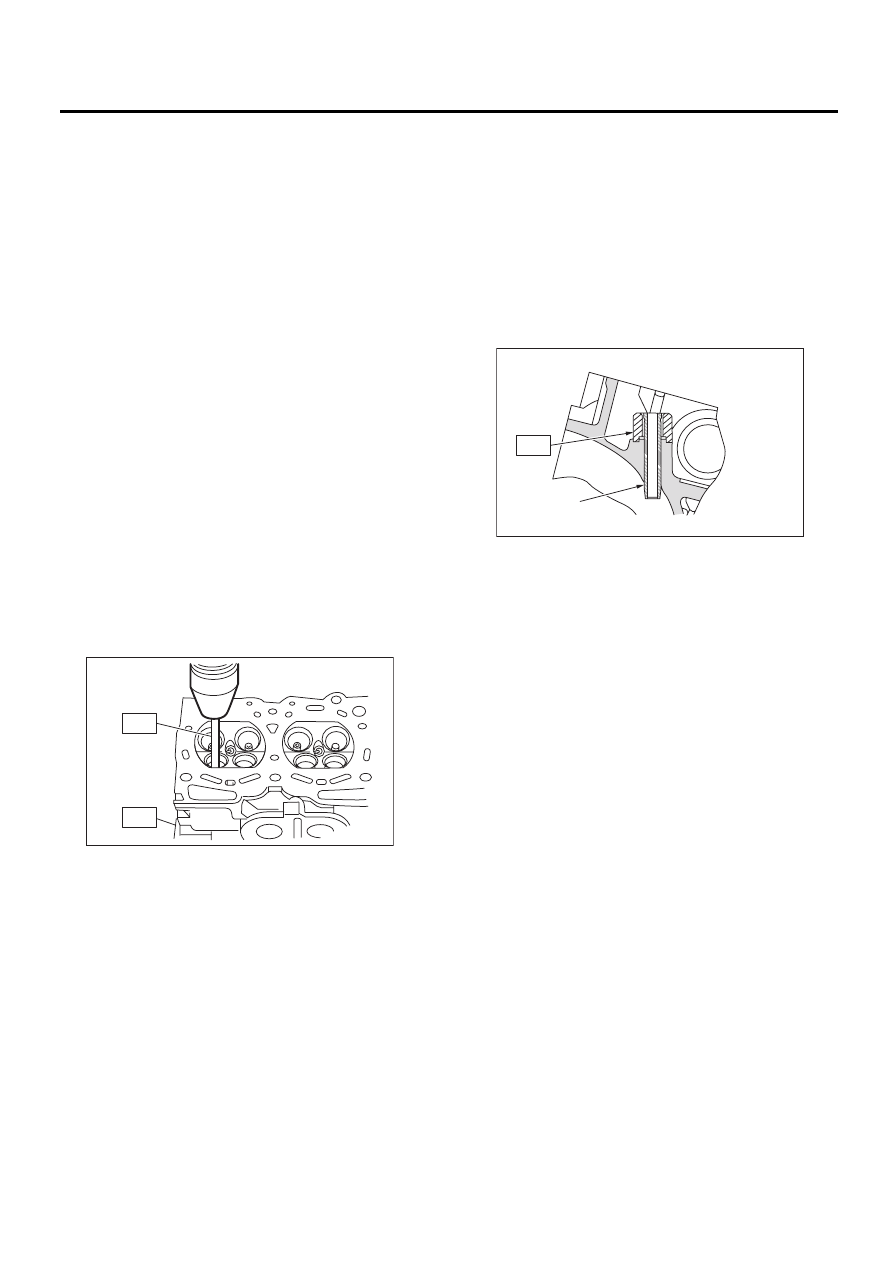
(1) Установите головку блока цилиндров на
специальный инструмент ST1 камерой сго-
рания вверх, так, чтобы направляющие
втулки клапанов совпадали с отверстиями
в ST1.
(2) Вставьте специальный инструмент ST2 в
направляющую втулку клапана и выдавите
ее вниз, удаляя направляющую втулку кла-
пана.
ST1
498267800
СТОЛ ГОЛОВКИ БЛОКА
ЦИЛИНДРОВ
ST2
499767200
СЪЕМНИК НАПРАВЛЯЮ-
ЩИХ ВТУЛОК КЛАПАНОВ
(3) Переверните головку блока цилиндров
верхней стороной вниз и разместите специ-
альный инструмент так, как показано на ри-
сунке.
Сторона впуска:
ST
499767700
ПРИСПОСОБЛЕНИЕ ДЛЯ
РЕГУЛИРОВКИ НАПРАВЛЯ-
ЮЩИХ ВТУЛОК КЛАПАНОВ
Сторона выпуска:
ST
499767800
ПРИСПОСОБЛЕНИЕ ДЛЯ
РЕГУЛИРОВКИ НАПРАВЛЯ-
ЮЩИХ ВТУЛОК КЛАПАНОВ
(4) Перед установкой новой направляющей
втулки клапана, убедитесь, что на внутрен-
ней поверхности отверстий направляющих
втулок клапанов в головке блока цилинд-
ров нет царапин или других повреждений.
ME-00290
ST2
ST1
(A) Направляющая втулка клапана
(A)
ME-00291
ST
ME(H4SO)-67
Головка блока цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
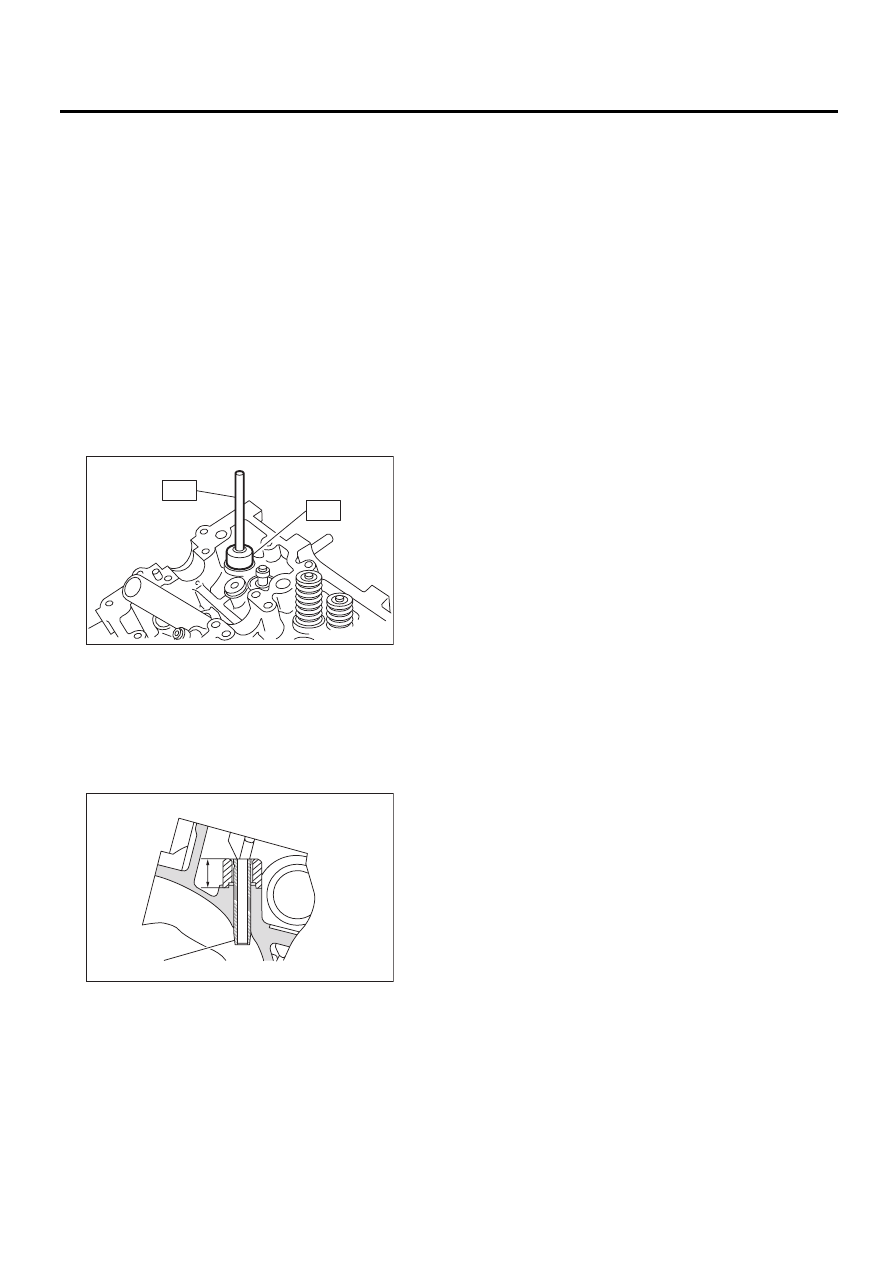
(5) Поместите новую направляющую втулку
клапана, покрытую достаточным количест-
вом масла, в цилиндр и вставьте в нее спе-
циальный инструмент ST1. Запрессуйте ее,
пока верхний торец направляющей втулки
клапана не встанет заподлицо с верхней
поверхностью специального инструмента
ST2.
ST1
499767200
СЪЕМНИК НАПРАВЛЯЮ-
ЩИХ ВТУЛОК КЛАПАНОВ
Сторона впуска:
ST2
499767700
ПРИСПОСОБЛЕНИЕ ДЛЯ
РЕГУЛИРОВКИ НАПРАВЛЯ-
ЮЩИХ ВТУЛОК КЛАПАНОВ
Сторона выпуска:
ST2
499767800
ПРИСПОСОБЛЕНИЕ ДЛЯ
РЕГУЛИРОВКИ НАПРАВЛЯ-
ЮЩИХ ВТУЛОК КЛАПАНОВ
(6) Проверьте выступание направляющей
втулки клапана.
Выступание направляющей втулки клапана L:
Впускной
20,0 — 21,0 мм (0,787 — 0,827 дюймов)
Выпускной
16,5 — 17,5 мм (0,650 — 0,689 дюймов)
(A) Направляющая втулка клапана
ST2
ME-00292
ST1
ME-00293
(A)
L
ME(H4SO)-68
Головка блока цилиндров
МЕХАНИЧЕСКАЯ ЧАСТЬ
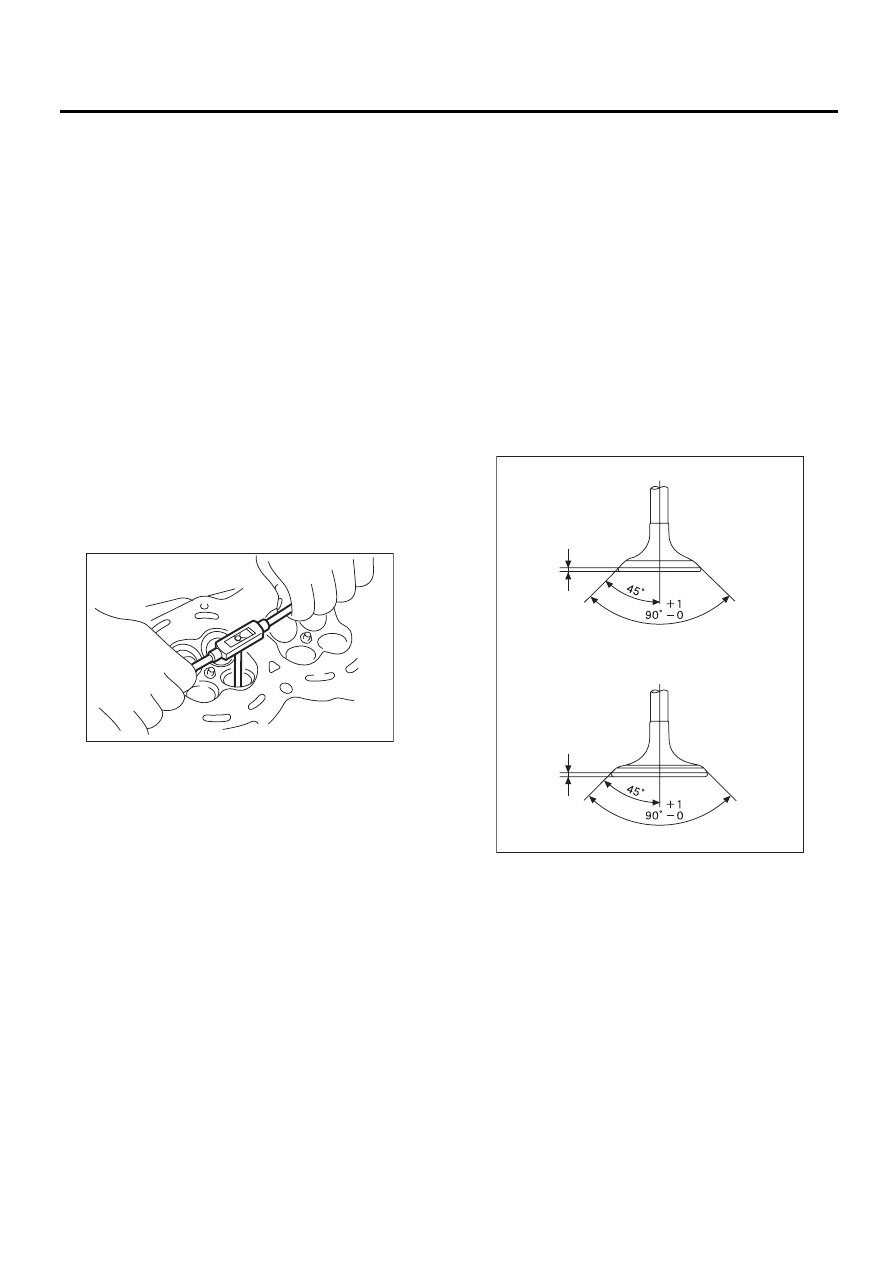
(7) Разверните внутреннюю часть направ-
ляющей втулки клапана при помощи специ-
ального инструмента. Установите специаль-
ный инструмент на направляющую втулку
клапана и медленно поворачивайте специ-
альный инструмент, слегка нажимая на него.
Вытащите специальный инструмент, вращая
его по часовой стрелке.
ПРИМЕЧАНИЕ:
• При разворачивании нанесите на специаль-
ный инструмент моторное масло.
• В случае повреждения внутренней поверх-
ности направляющей втулки клапана, конец
специального инструмента необходимо слегка
поправить на заточном станке.
• Если внутренняя поверхность направляю-
щей втулки клапана становится гладкой и
блестящей, а специальный инструмент не сни-
мает с нее стружку, используйте новый специ-
альный инструмент или исправьте старый.
ST
499767400
РАЗВЕРТКА ДЛЯ НАПРАВ-
ЛЯЮЩИХ ВТУЛОК КЛАПА-
НОВ
(8) После разворачивания, очистите на-
правляющую втулку клапана, чтобы уда-
лить стружку.
(9) Проверьте условия контакта между кла-
паном и седлом клапана после замены на-
правляющей втулки клапана.
4. ВПУСКНОЙ И ВЫПУСКНОЙ КЛАПАН
1) Проверьте фланец и шток клапана, и заме-
ните клапан на новый в случае, если он пов-
режден, изношен, деформирован, или если
размер “H” меньше установленного предела.
Толщина кромки головки Н:
Впускной
Номинальное значение
0,8 — 1,2 мм (0,03 — 0,047 дюймов)
Предельное значение
0,6 мм (0,024 дюйма)
Выпускной
Номинальное значение
1,0 — 1,4 мм (0,039 — 0,055 дюймов)
Предельное значение
0,6 мм (0,024 дюйма)
2) Нанесите небольшое количество шлифо-
вального состава на поверхность седла и при-
трите поверхности клапана и седла. После при-
тирки установите маслосъемный колпачок.
ПРИМЕЧАНИЕ:
Впускной и выпускной клапаны можно отли-
чить по разнице их полной длины.
Полная длина клапана:
Впускной
120,6 мм (4,75 дюйма)
Выпускной
121,7 мм (4,79 дюйма)
ME-00294
ME-00758
H
H
(B)
(A)
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст