Subaru Forester (2004 год). Обслуживание и эксплуатация — часть 217
БЛОК ЦИЛИНДРОВ
ME(H4DOTC)-110
МЕХАНИКА
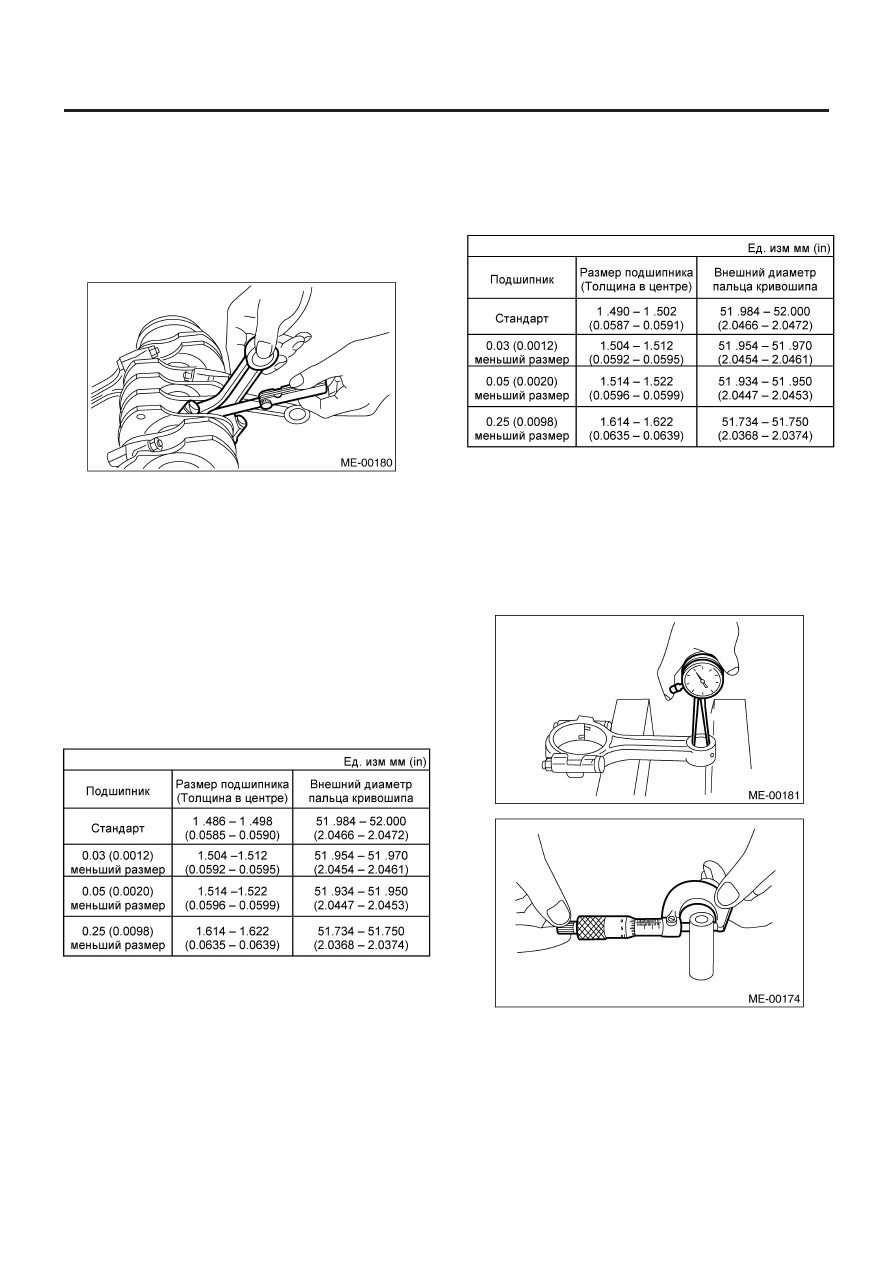
3) Установите соединительный шток, оснащенный подшип-
ником, на коленвал, затем измерьте боковой зазор (осевой
зазор). Замените соединительный шток, если боковой зазор
превышает указанный предел.
Боковой зазор соединительного штока:
Стандарт
0.070 – 0.330 мм (0.0028 – 0.0130 in)
Предел
0.40 мм (0.016 in)
4) Осмотрите подшипник соединительного штока на предмет
царапин, отслаивания, заедания, плавления, износа и т.д.
5) Измерьте масляный зазор на каждом отдельно взятом под-
шипнике соединительных штоков посредством инструмента
для измерения зазора в подшипниках скольжения. В случае
несоответствия какого-либо масляного зазора специфика-
циям, замените испорченный подшипник на новый стандарт-
ного размере, или, по необходимости, двойного размера.
(См. таблицу ниже.)
МОДЕЛЬ 2.0 L
Масляный зазор соединительного штока:
Стандарт
0.020 – 0.046 мм (0.0008 – 0.0018 in)
Предел
0.050 мм (0.0020 in)
МОДЕЛЬ 2.5 L
Масляный зазор соединительного штока:
Стандарт
0.017 – 0.045 мм (0.0007 – 0.0018 in)
Предел
0.05 мм (0.0020 in)
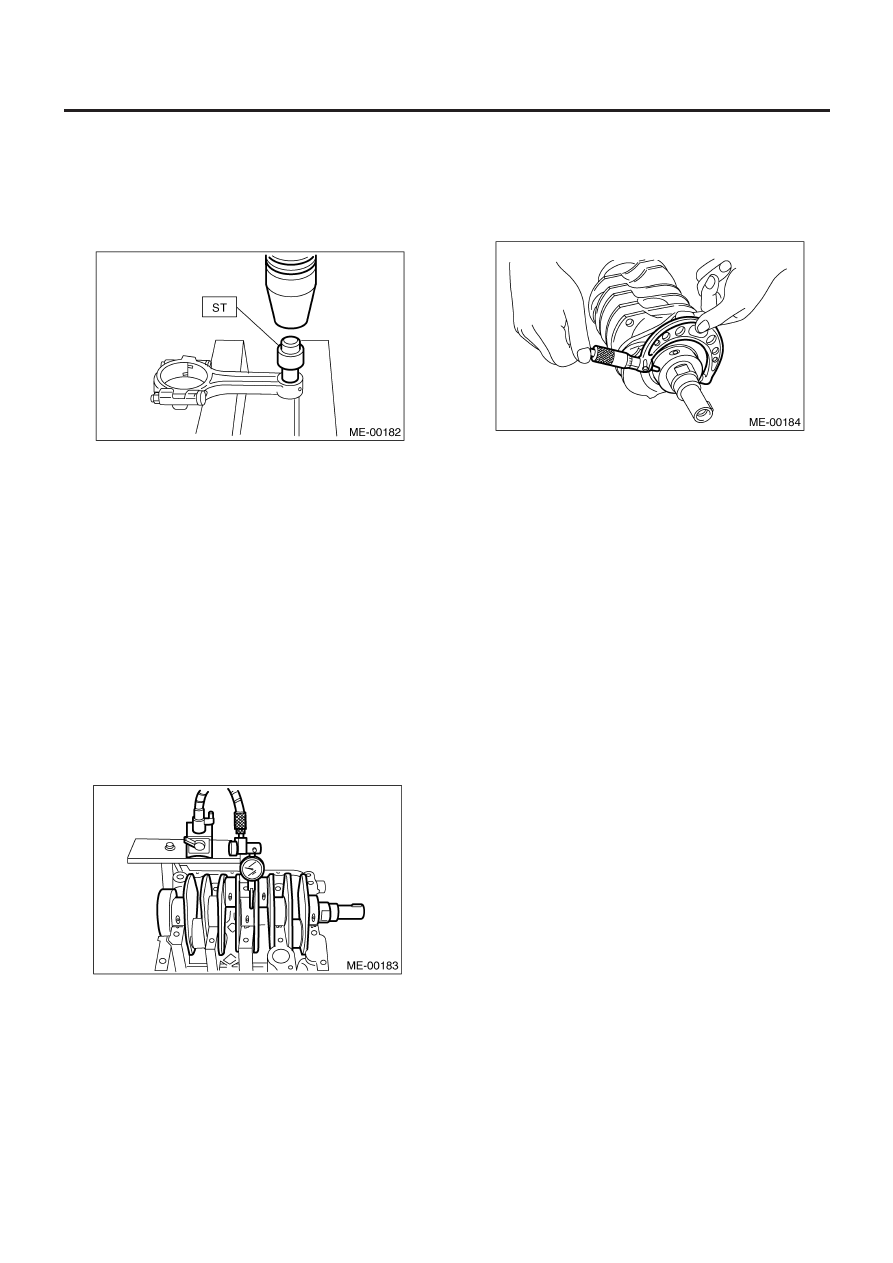
6) Осмотрите втулку на маленьком конце соединительного
штока и замените ее в случае износа или повреждения. Также
измерьте зазор поршневого пальца на маленьком конце со-
единительного штока.
Зазор между поршневым пальцем и втулкой:
Стандарт
0 – 0.022 мм (0 – 0.0009 in)
Предел
0.030 мм (0.0012 in)
БЛОК ЦИЛИНДРОВ
ME(H4DOTC)-111
МЕХАНИКА
7) Процедура замены имеет следующий вид:
(1) Снимите втулку с соединительного штока с помощью
ST и пресса.
(2) Сожмите втулку с помощью ST после нанесения масла
по периферии втулки.
ST
499037100
СЪЕМНИК И УСТАНОВЩИК
ВТУЛКИ СОЕДИНИТЕЛЬНОГО
ШТОКА
(3) Сделайте во втулке два 3 мм (0.12 in) отверстия. Рас-
ширьте внутреннюю часть втулки.
(4) После окончания процедуры расширения, прочистите
втулку для удаления стружки.
6. КОЛЕНВАЛ И ПОДШИПНИК КОЛЕНВАЛА
1) Полностью почистите коленвал и осмотрите его на пред-
мет трещин с помощью красного сурика и т.д. Замените в
случае поломки.
2) Измерьте сгибание коленвала и исправьте или замените в
случае превышения предела.
ПРИМЕЧАНИЕ:
Если для этого нет соответствующего прибора, установите
подшипники коленвала #1 и #5 на блок цилиндров, поставьте
коленвал на эти подшипники и измерьте его сгибание с помо-
щью циферблатного индикатора.
Предел сгибания коленвала:
0.035 мм (0.0014 in)
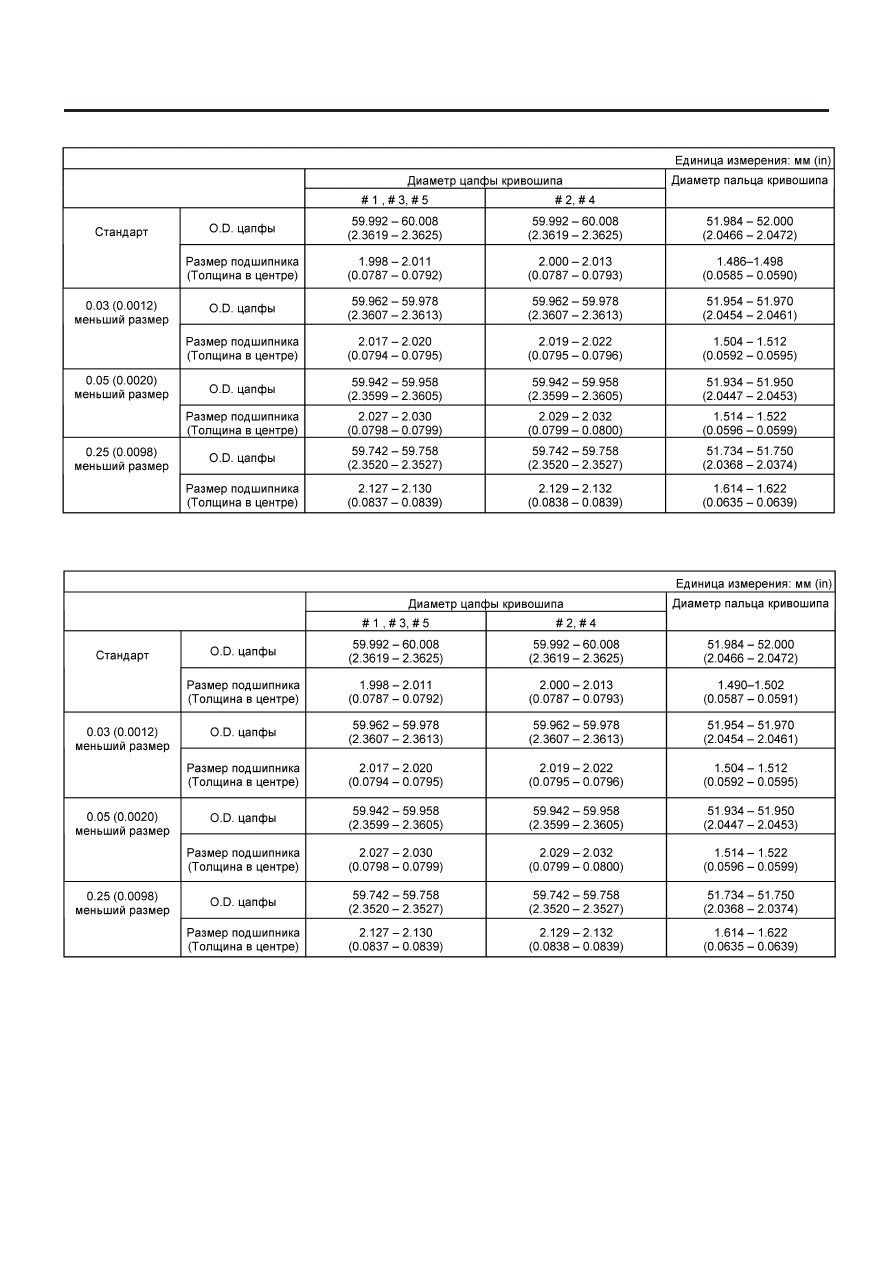
3) Осмотрите цапфу кривошипа и палец кривошипа на пред-
мет износа. Если они не соответствуют спецификациям, за-
мените подшипник на соответствующий (меньшего разме-
ра), а затем замените или исправьте коленвал по необходи-
мости. При шлифовке цапфы кривошипа и пальца кривоши-
па, доводите их до указанных размеров в соответствии с
предполагаемым к использованию подшипником меньшего
размера.
Цапфа кривошипа и палец кривошипа:
Отклонение от формы окружности
0.005 мм (0.0002 in) или меньше
Предел сужения
0.07 мм (0.0028 in)
Предел шлифовки
0.250 мм (0.0098 in)
БЛОК ЦИЛИНДРОВ
ME(H4DOTC)-112
МЕХАНИКА
• МОДЕЛЬ 2.0 L
O.D.: Внешний диаметр
• МОДЕЛЬ 2.5 L
O.D.: Внешний диаметр
БЛОК ЦИЛИНДРОВ
ME(H4DOTC)-113
МЕХАНИКА
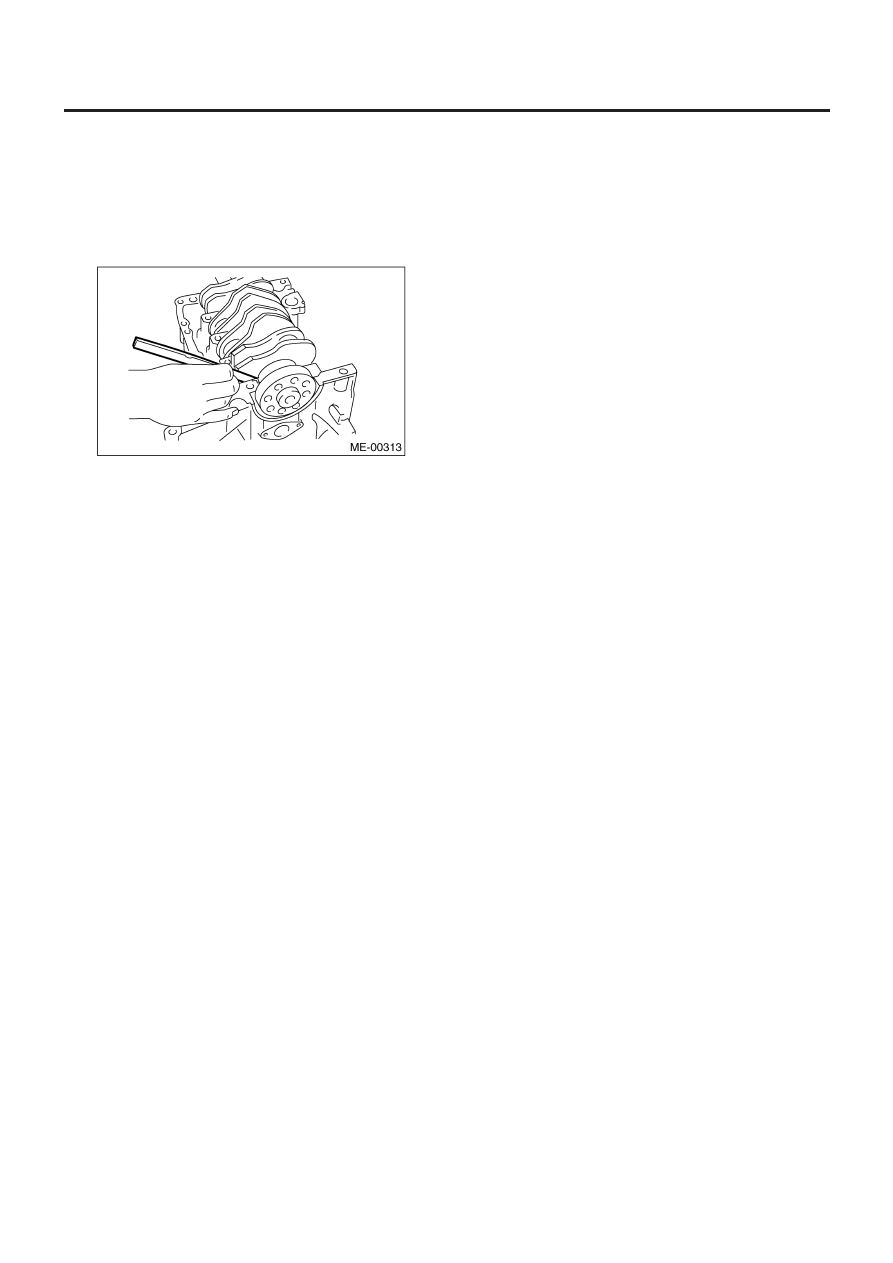
4) Измерьте осевой зазор коленвала у центрального подшип-
ника. В случае превышения предела зазора замените под-
шипник.
Осевой зазор коленвала:
Стандарт
0.030 – 0.115 мм (0.0012 – 0.0045 in)
Предел
0.25 мм (0.0098 in)
5) Осмотрите каждый отдельно взятый подшипник коленвала на
предмет царапин, отслаивания, заедания, плавления и износа.
6) Измерьте масляный зазор на каждом отдельно взятом под-
шипнике коленвала посредством инструмента для измере-
ния зазора в подшипниках скольжения. В случае несоответ-
ствия какого-либо масляного зазора спецификациям, заме-
ните испорченный подшипник на новый меньшего размера, а
затем замените или отремонтируйте коленвал по необходи-
мости.
Масляный зазор коленвала:
Стандарт
0.010 – 0.030 мм (0.0004 – 0.0012 in)
Предел
0.40 мм (0.0016 in)
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст