Infiniti Q45 (FY33). Manual — part 421
SEM624FA
GI
MA
LC
EC
FE
AT
PD
FA
RA
BR
ST
RS
BT
HA
EL
IDX
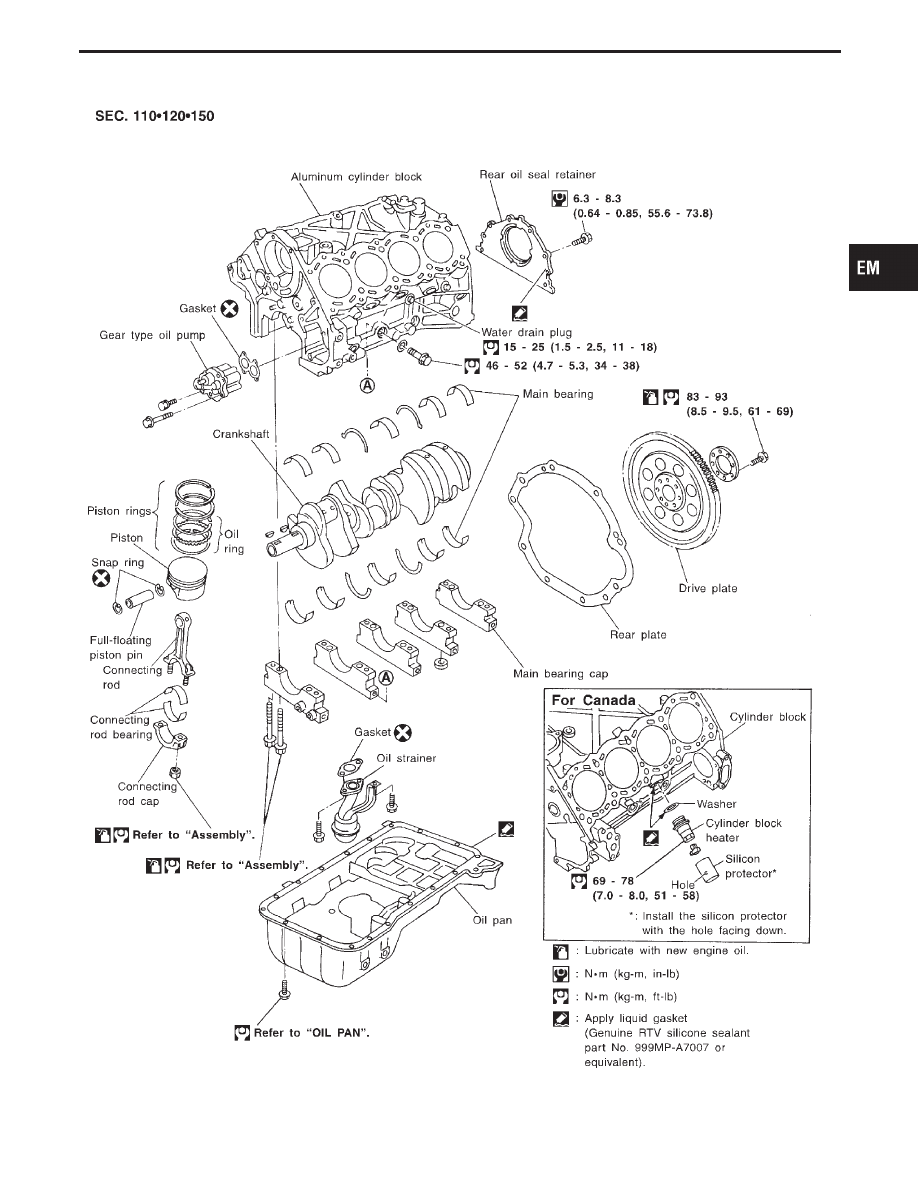
CYLINDER BLOCK
EM-45
CAUTION:
I
When installing bearings, pistons, or other sliding parts,
lubricate contacting surfaces with new engine oil.
I
Place removed parts such as bearings and bearing caps
in their proper order and direction.
I
When installing connecting rod nuts, and main bearing
cap bolts, apply new engine oil to threads and seating
surfaces.
SEM877B
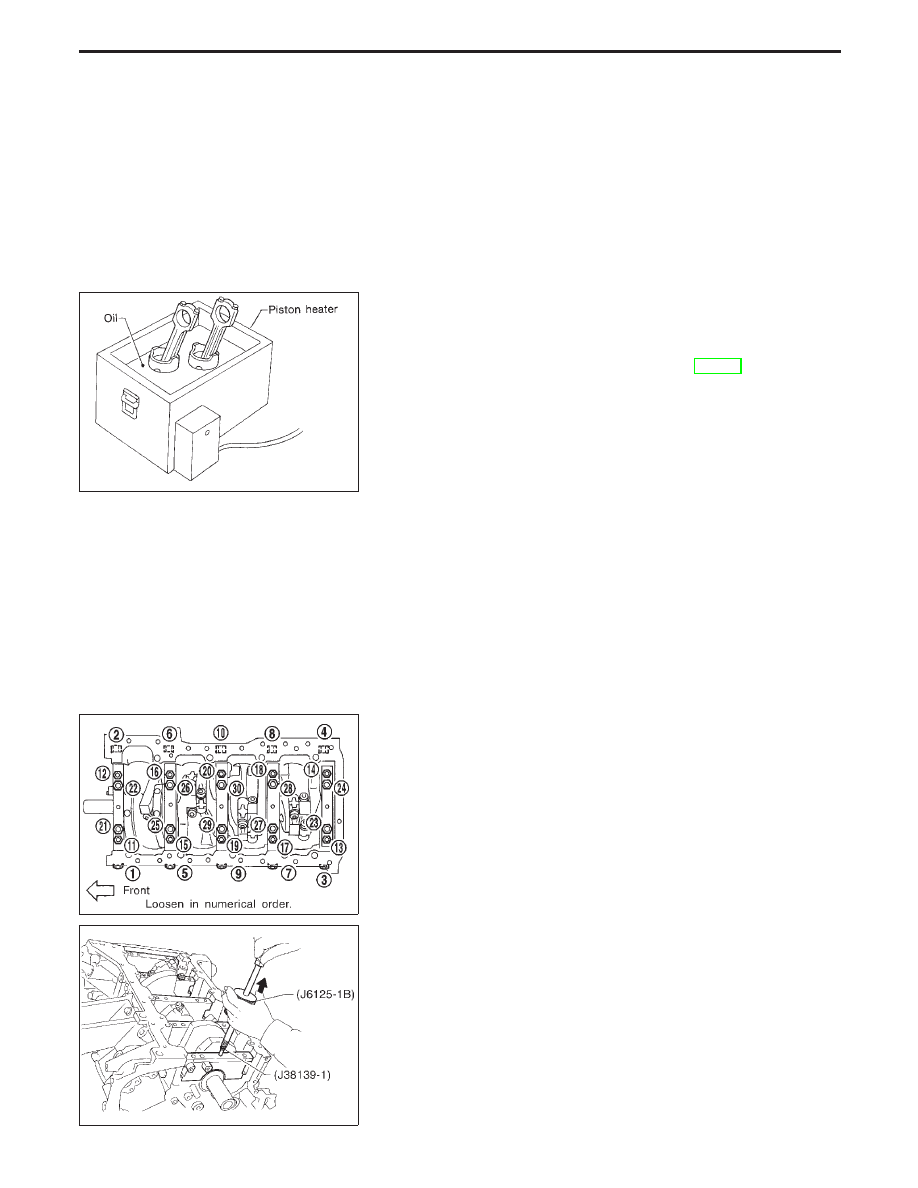
Disassembly
PISTON AND CRANKSHAFT
1.
Remove timing chain.
Refer to “Removal” in “TIMING CHAIN” (EM-15).
2.
Remove pistons with connecting rods.
I
When disassembling piston and connecting rod, remove snap
ring first. Then heat piston to 60 to 70°C (140 to 158°F), or use
piston pin press stand at room temperature.
3.
Remove rear oil seal retainer.
CAUTION:
I
When piston rings are not replaced, make sure that piston
rings are mounted in their original positions.
I
When replacing piston rings, if there is no punchmark,
install with either side up.
SEM460F
4.
Remove bearing cap and crankshaft.
I
Before removing bearing cap, measure crankshaft end
play.
I
Bolts should be loosened in two or three steps.
MEM132A
CYLINDER BLOCK
EM-46
SEM672E
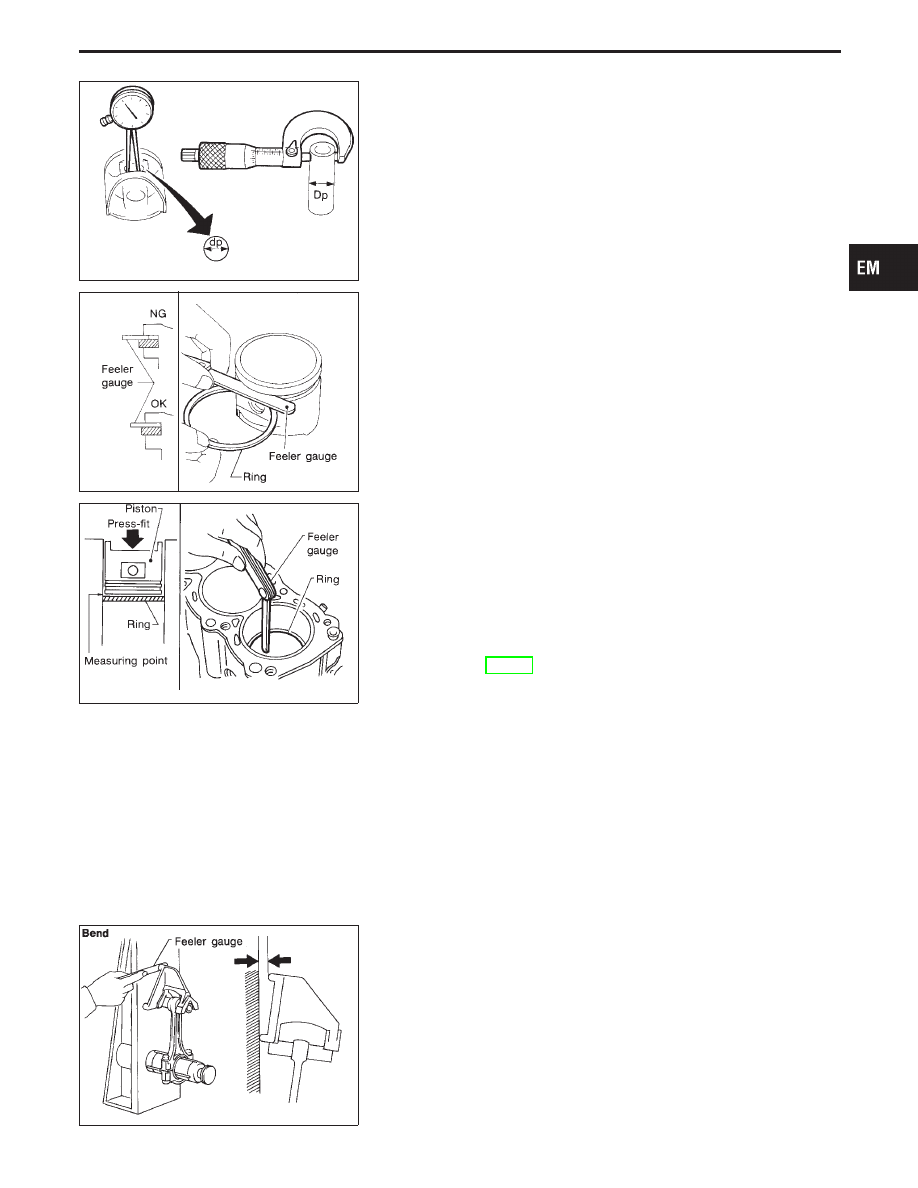
Inspection
PISTON AND PISTON PIN CLEARANCE
1.
Measure inner diameter of piston pin hole “dp”.
Standard diameter “dp”:
21.987 - 21.999 mm (0.8656 - 0.8661 in)
2.
Measure outer diameter of piston pin “Dp”.
Standard diameter “Dp”:
21.989 - 22.001 mm (0.8657 - 0.8662 in)
3.
Calculate piston pin clearance.
dp − Dp = −0.004 to 0 mm (−0.0002 to 0 in)
If it exceeds the above value, replace piston assembly with pin.
SEM024AA
PISTON RING SIDE CLEARANCE
Side clearance:
Top ring
0.040 - 0.080 mm (0.0016 - 0.0031 in)
2nd ring
0.030 - 0.070 mm (0.0012 - 0.0028 in)
Max. limit of side clearance:
0.1 mm (0.004 in)
If out of specification, replace piston and/or piston ring assembly.
SEM822B
PISTON RING END GAP
End gap:
Top ring 0.27 - 0.46 mm (0.0106 - 0.0181 in)
2nd ring 0.39 - 0.63 mm (0.0154 - 0.0248 in)
Oil ring 0.20 - 0.69 mm (0.0079 - 0.0272 in)
Max. limit of ring gap: 1.0 mm (0.039 in)
If out of specification, replace piston ring. If gap still exceeds the
limit even with a new ring, do the following. Rebore cylinder and
use oversized piston and piston rings.
Refer to SDS (EM-60).
When replacing the piston, check the cylinder block surface for
scratches or seizure. If scratches or seizure is found, hone or
replace the cylinder block.
SEM038F
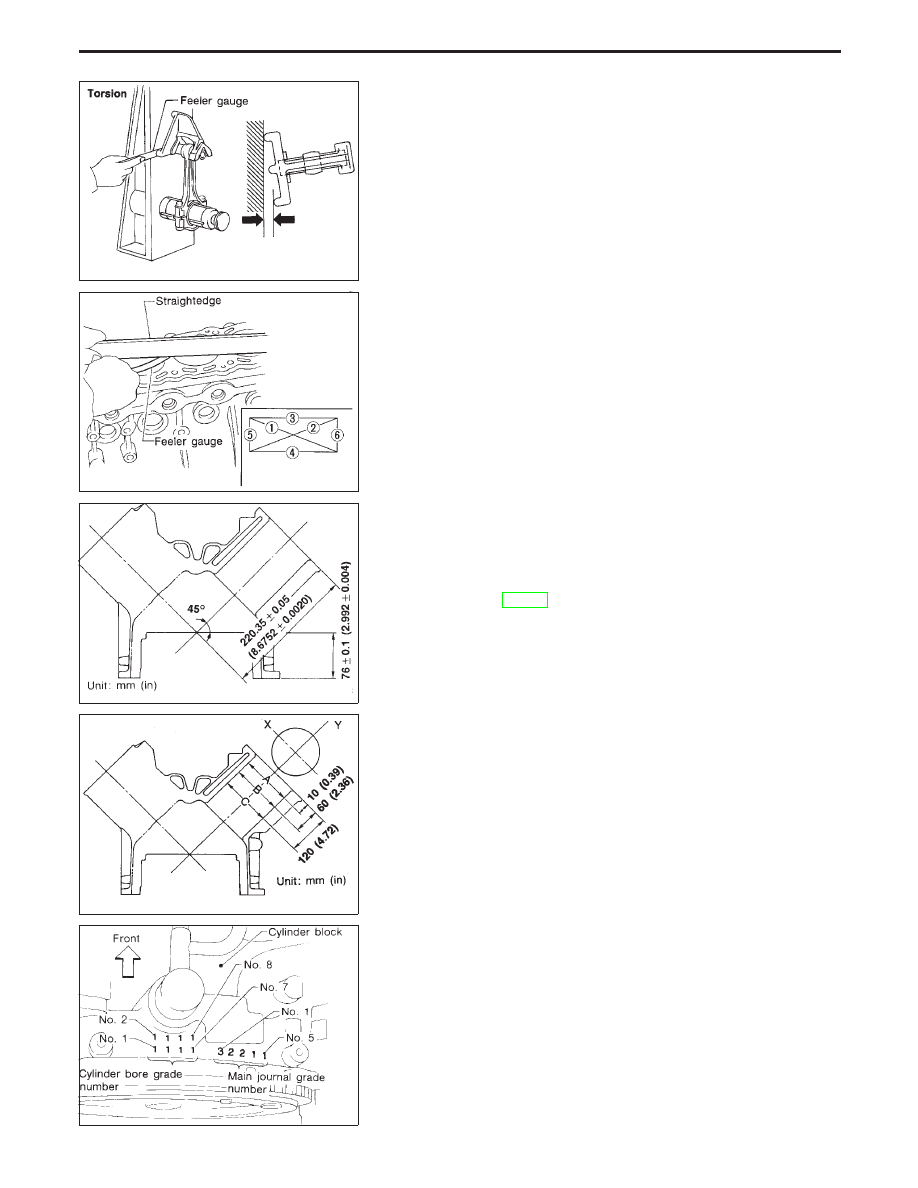
CONNECTING ROD BEND AND TORSION
Bend: Limit 0.15 mm (0.0059 in)
per 100 mm (3.94 in) length
Torsion: Limit 0.30 mm (0.0118 in)
per 100 mm (3.94 in) length
If it exceeds the limit, replace connecting rod assembly.
GI
MA
LC
EC
FE
AT
PD
FA
RA
BR
ST
RS
BT
HA
EL
IDX
CYLINDER BLOCK
EM-47
SEM003F
SEM123C
SEM941C
CYLINDER BLOCK DISTORTION AND WEAR
I
Clean upper surface of cylinder block.
Use a reliable straightedge and feeler gauge to check the flat-
ness of cylinder block surface.
Check along six positions shown in the figure.
Standard: Less than 0.03 mm (0.0012 in)
Limit: 0.10 mm (0.0039 in)
I
If out of specification, resurface it.
The limit for cylinder block resurfacing is determined by cylin-
der head resurfacing in engine.
Resurfacing limit:
Amount of cylinder head resurfacing is “A”.
Amount of cylinder block resurfacing is “B”.
The maximum limit is as follows:
A + B = 0.2 mm (0.008 in)
Nominal cylinder block height from crankshaft center:
220.30 - 220.40 mm (8.6732 - 8.6771 in) Refer to
SDS (EM-59).
I
If necessary, replace cylinder block.
SEM350EA
SEM749CA
PISTON-TO-BORE CLEARANCE AND BORING
1.
Using a bore gauge, measure cylinder bore for wear, out-of-
round and taper.
Standard inner diameter:
93.000 - 93.030 mm (3.6614 - 3.6626 in)
Wear limit: 0.20 mm (0.0079 in)
Out-of-round (X − Y) limit: 0.015 mm (0.0006 in)
Taper (A − B − C) limit: 0.010 mm (0.0004 in)
If it exceeds the limit, rebore all cylinders. Replace cylinder
block if necessary.
2.
Check for scratches and seizure. If necessary, hone it.
I
If both cylinder block and piston are replaced with new
ones, select piston of the same grade number punched on
cylinder block rear position. These numbers are punched
in either Arabic or Roman numerals.
CYLINDER BLOCK
Inspection (Cont’d)
EM-48
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст