Mitsubishi Colt Ralliart. Manual — part 270
CRANKSHAFT AND CYLINDER BLOCK
ENGINE OVERHAUL <4A9>
11B-44
CRANKSHAFT AND CYLINDER BLOCK
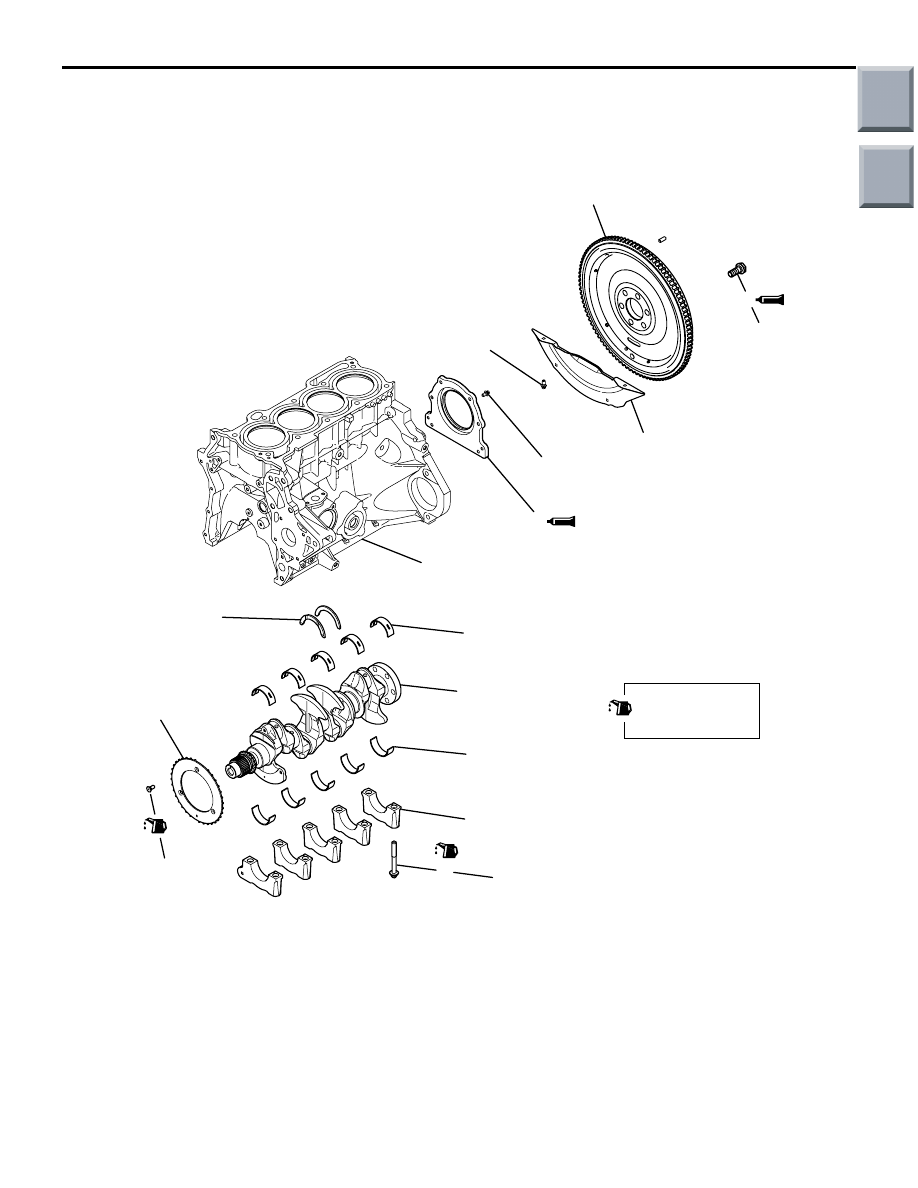
REMOVAL AND INSTALLATION
M1113008701801
<M/T>
AK600324AB
Apply engine oil to
all moving parts
before installation.
7
10
11
8
1
6
5
4
3
2
9
35 ± 2 N·m
→ +60˚ to 64˚
12
100 ± 5 N·m
6.7 ± 1.3 N·m
9.0 ± 1.0 N·m
7.6 ± 0.6 N·m
Removal steps
<<
A
>> >>
G
<< 1. Fly wheel bolt
2. Fly wheel
3. Bell housing cover
4. Oil seal case
>>
F
<< 5. Crank shaft bearing cap bolt
>>
E
<< 6. Crankshaft bearing cap
>>
E
<< 7. Crankshaft bearing, lower
>>
D
<< 8. Crankshaft
9. Crankshaft bearing, upper
>>
C
<< 10.Thrust bearing
>>
B
<< 11.Crankshaft sensing ring
>>
A
<< 12.Cylinder block
Removal steps (Continued)
Main
Index
Group
TOC

CRANKSHAFT AND CYLINDER BLOCK
ENGINE OVERHAUL <4A9>
11B-45
<CVT>
AK401772 AC
Apply engine oil to
all moving parts
before installation.
7
10
11
8
1
6
5
4
3
2
9
35 ± 2 N·m
→ +60˚ to 64˚
13
12
100 ± 5 N·m
6.7 ± 1.3 N·m
9.0 ± 1.0 N·m
7.6 ± 0.6 N·m
Removal steps
<<
A
>> >>
G
<< 1. Drive plate bolt
2. Adapter plate
3. Drive plate
4. Bell housing cover
>>
F
<< 5. Oil seal case
>>
E
<< 6. Crankshaft bearing cap bolt
>>
E
<< 7. Crankshaft bearing cap
>>
D
<< 8. Crankshaft bearing, lower
9. Crankshaft
>>
C
<< 10.Crankshaft bearing, upper
>>
B
<< 11.Thrust bearing
>>
A
<< 12.Crankshaft sensing ring
13.Cylinder block
Removal steps (Continued)
Main
Index
Group
TOC

CRANKSHAFT AND CYLINDER BLOCK
ENGINE OVERHAUL <4A9>
11B-46
REMOVAL SERVICE POINTS
<<A>> DRIVE PLATE BOLT/FLYWHEEL
BOLT REMOVAL
AK600410AC
MB991883
<M/T>
AK600407
MD998781
Cylinder block
Drive plate
AB
<CVT>
1. Lock the drive plate or the flywheel using the
special tool Flywheel stopper.
2. Remove the drive plate bolt.
• Flywheel Stopper (MD998781)
• Flywheel Stopper (MB991883)
INSTALLATION SERVICE POINTS
>>A<< CRANKSHAFT SENSING RING
INSTALLATION
AK305710
AB
1
3
2
Pin
1. Apply engine oil to the crankshaft sensing ring
screw.
2. Tighten the crankshaft sensing ring screws to 9.0
± 1.0 N⋅m in the steps given in the illustrated.
>>B<< THRUST BEARING INSTALLATION
1. Install the thrust bearing onto the cylinder block
side of the No. 4 bearing. Apply engine oil to the
thrust bearing to facilitate installation.
AK305429AB
Groove
2. The thrust bearing should be installed such that its
groove faces the crankshaft weight.
>>C<< CRANKSHAFT BEARING UPPER
INSTALLATION
AK305609AB
Timing chain side
No.1
No.2
No.5
No.4
No.3
1. The crankshaft bearing upper should be selected
based on the identification mark on the bottom
face of the cylinder block (illustrated) and the table
shown below.
AK305606AB
Groove
Identification
color
2. Every crankshaft bearing upper is identified by the
paint mark at the illustrated location.
Main
Index
Group
TOC
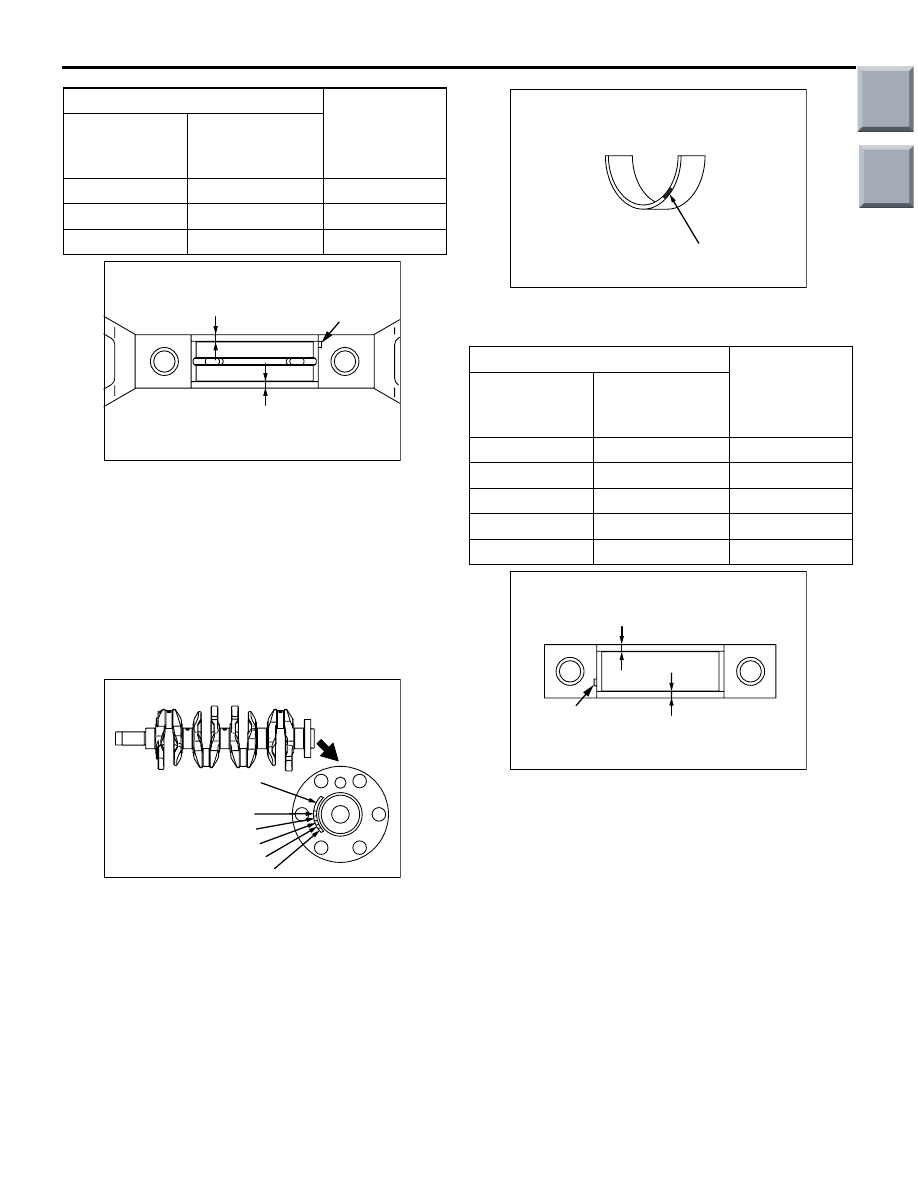
Cylinder block
Crankshaft
bearing paint
color
Identification
mark
Journal
diameter
mm
1
50.000
− 50.005 Blue
2
50.005
− 50.010 Black
3
50.010
− 50.015 Red
AK305700
AC
A
B
CRANKSHAFT AND CYLINDER BLOCK
ENGINE OVERHAUL <4A9>
11B-47
3. Select and install the crankshaft bearing upper.
4. Measure the illustrated location. The error should
be within 0.5 mm.
In case of the service part, install it aligning the
bearing projection with the places shown in
Figure.
>>D<< CRANKSHAFT BEARING LOWER
INSTALLATION
AK306103
No.1
AF
No.4
No.3
No.2
Production date
No.5
1. The crankshaft bearing lower should be selected
based on the identification mark on the crankshaft
rear flange (illustrated) and the table shown
below.
AK305607AB
Identification
color
2. Every crankshaft bearing lower is identified by the
paint mark at the illustrated location.
Crankshaft
Crankshaft
bearing paint
color
Identification
mark
Journal
diameter
mm
P
46.024
− 46.029 Blue
Y
46.019
− 46.024 Yellow or Black
N
46.014
− 46.019 Red
W
46.009
− 46.014 White
B
46.004
− 46.009 Purple
AK305695
AC
A
B
3. Select and install the crankshaft bearing lower.
4. Measure the illustrated location. The error should
be within 0.5 mm.
In case of the service part, install it aligning the
bearing projection with the places shown in
Figure.
Main
Index
Group
TOC
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст