Discovery 2. Manual — part 559
TRANSFER BOX - LT230SE
OVERHAUL
41-39
OVERHAUL
Intermediate gear assembly
$% 41.20.10
Disassembly
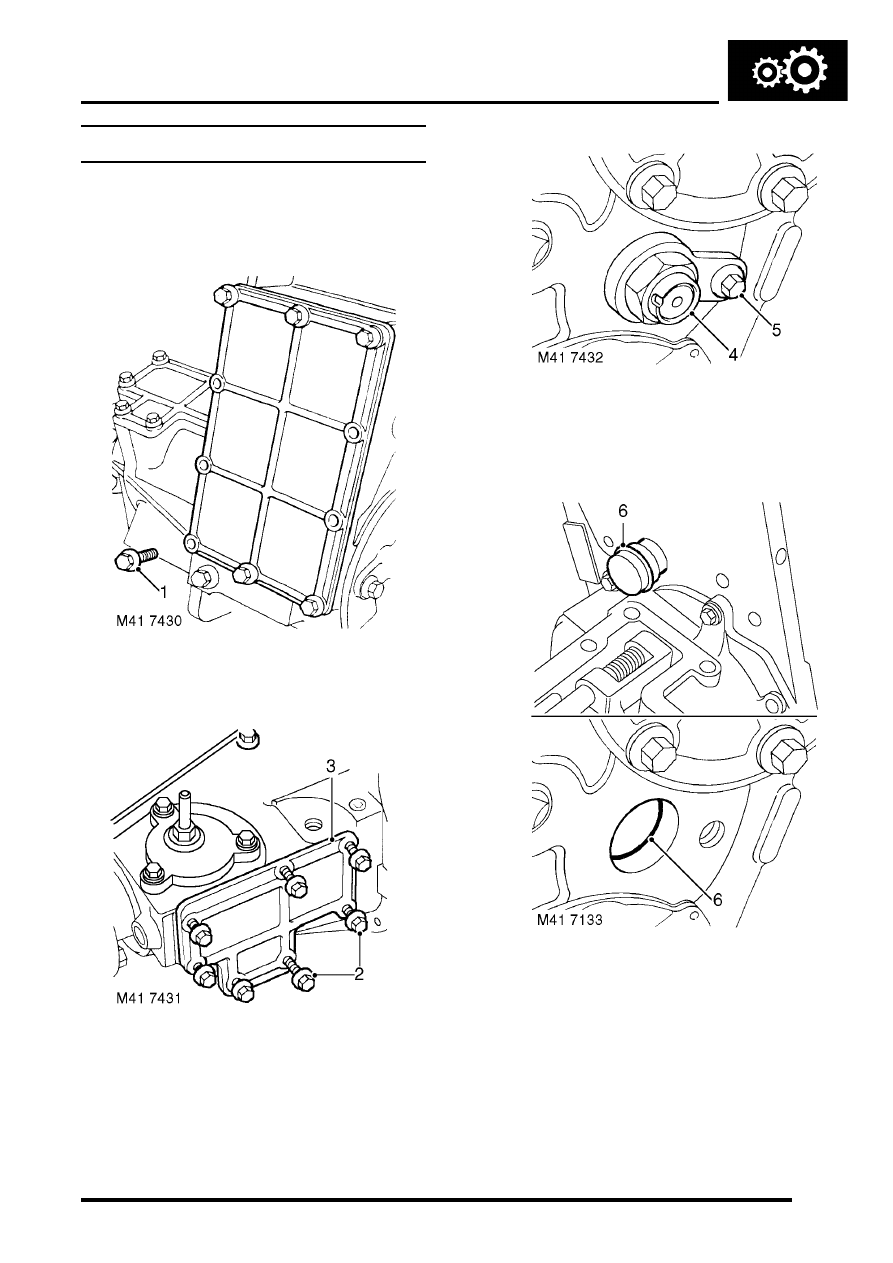
1. Remove and discard 10 bolts securing bottom
cover, remove cover.
2. Remove and discard 7 bolts securing
differential lock selector side cover.
3. Remove side cover.
4. Release staking from intermediate shaft nut,
remove and discard nut.
5. Remove bolt securing intermediate shaft
retaining plate, remove plate.
6. Remove intermediate shaft and discard 2 'O'
rings.
TRANSFER BOX - LT230SE
41-40
OVERHAUL
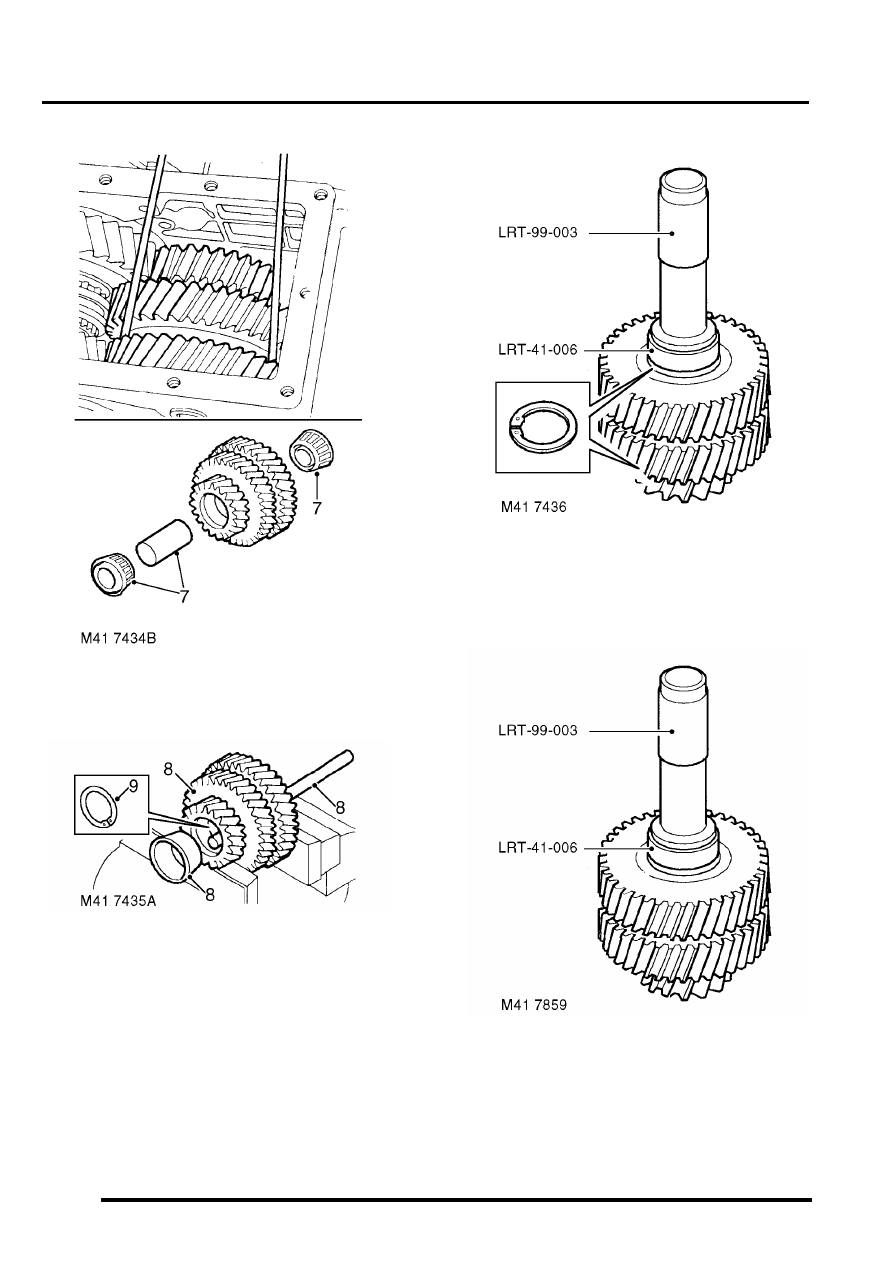
7. Remove intermediate gear assembly and
collect bearings and selective spacer.
8. Secure gear assembly in a soft jawed vice and
using a suitable drift, remove and discard
bearing tracks.
9. Up to 03 MY: Remove and discard circlips.
Reassembly
1. Clean gears, bearings, circlips and shaft.
Note: Intermediate gear cluster and bearing
assemblies fitted to 03 MY transfer boxes may
be fitted as replacements to pre 03 MY transfer
boxes.
2. Up to 03 MY: Fit new circlips and using tools
LRT-99-003 and LRT-41-006 fit bearing tracks
to intermediate gear, ensuring that the bearing
tracks are fully seated against the circlips.
3. 03 MY onwards: Using tools LRT-99-003 and
LRT-41-006, fit bearing tracks to intermediate
gears ensuring that tracks are fully seated
against shoulders in gears.
TRANSFER BOX - LT230SE
OVERHAUL
41-41
4. Using a micrometer, measure the width of each
bearing inner track.
5. Record each reading as measurement 'A' and
'B', both measurements should fall within the
range of 21.95 to 22.00 mm (0.864 to 0.866 in).
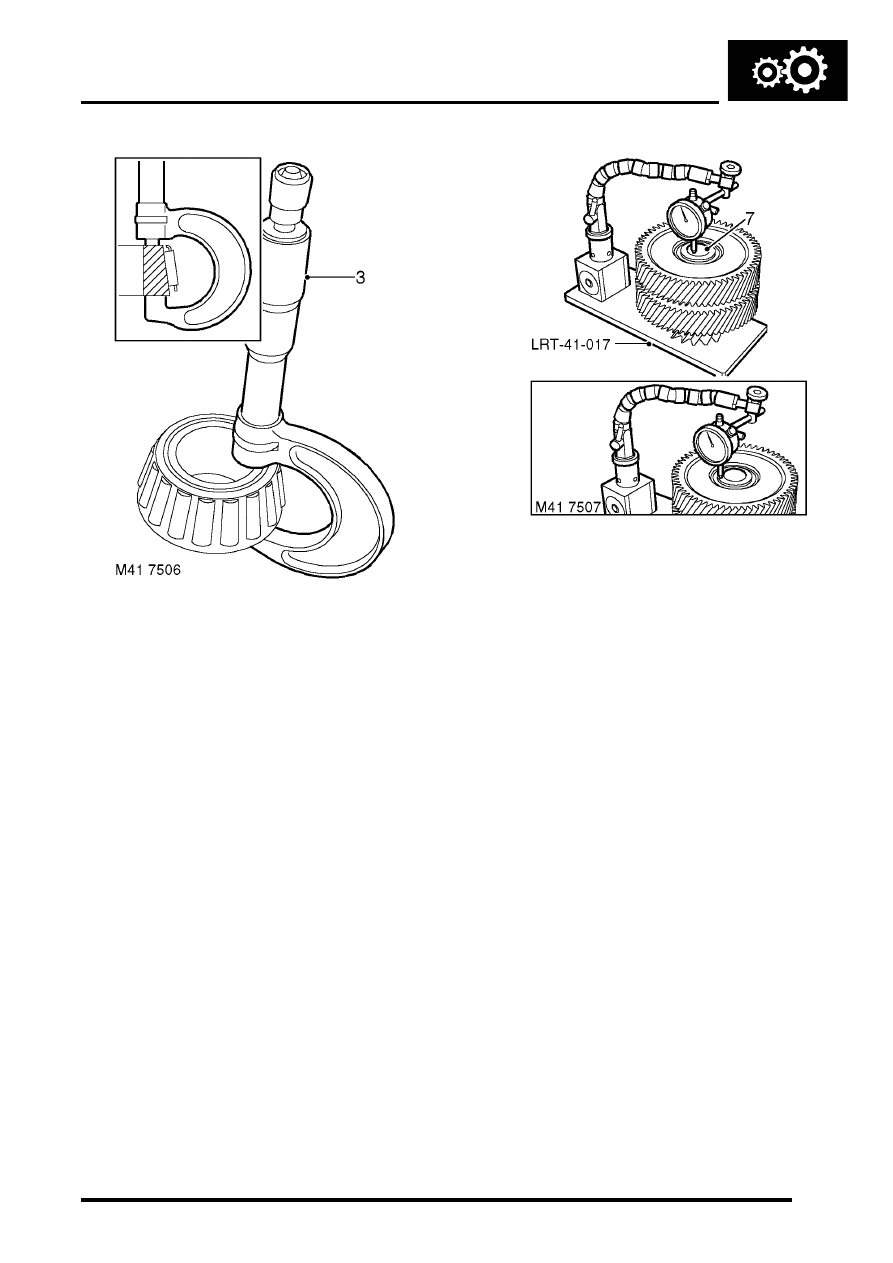
6. Fit inner bearing track 'A' onto tool LRT-41-017
and position intermediate gear cluster onto
bearing 'A'.
7. Fit inner bearing track 'B' to intermediate gear,
apply finger pressure to bearing inner track
and rotate intermediate gear 5 to 10 turns to
settle in bearing rollers.
8. Attach a DTI to base of tool LRT-41-017 , zero
gauge on top of tool post and take 2
measurements at 180
°
of the step height
between the top of the tool post and the
bearing inner track. Take an average of the two
readings and record this as measurement 'C'.
Measurement 'C' should be in the range of 0.15
to 0.64 mm (0.006 to 0.025 in).
9. Using the formula 103.554 mm (4.0769 in) -'A'-
'B'-'C', calculate the length of bearing spacer
required. From the result of the calculation
round DOWN to the nearest length of spacer
available to give a correct bearing pre-load of
0.005 mm (0.002 in). 40 spacers are
available ranging in length from 58.325 mm
(2.296 in) to 59.300 mm (2.335 in) rising in
increments of 0.025 mm (0.001 in).
10. Remove intermediate gear assembly from tool
LRT-41-017.
11. Lubricate and fit bearings and selected spacer
to intermediate gear.
12. Position tool LRT-41-004 through bearings
and spacer.
13. Lubricate and fit 'O' rings to main casing and
intermediate shaft.
14. With assistance, position intermediate gear
assembly and fit intermediate shaft.
15. Rotate shaft until retaining plate can be located
on flat on shaft.
16. Apply Loctite 290 to threads of retaining plate
bolt, tighten bolt to 25 Nm (18 lbf.ft).
17. Fit new intermediate shaft Patchlok nut and
tighten to 88 Nm (65 lbf.ft).Do not stake nut at
this stage.
TRANSFER BOX - LT230SE
41-42
OVERHAUL
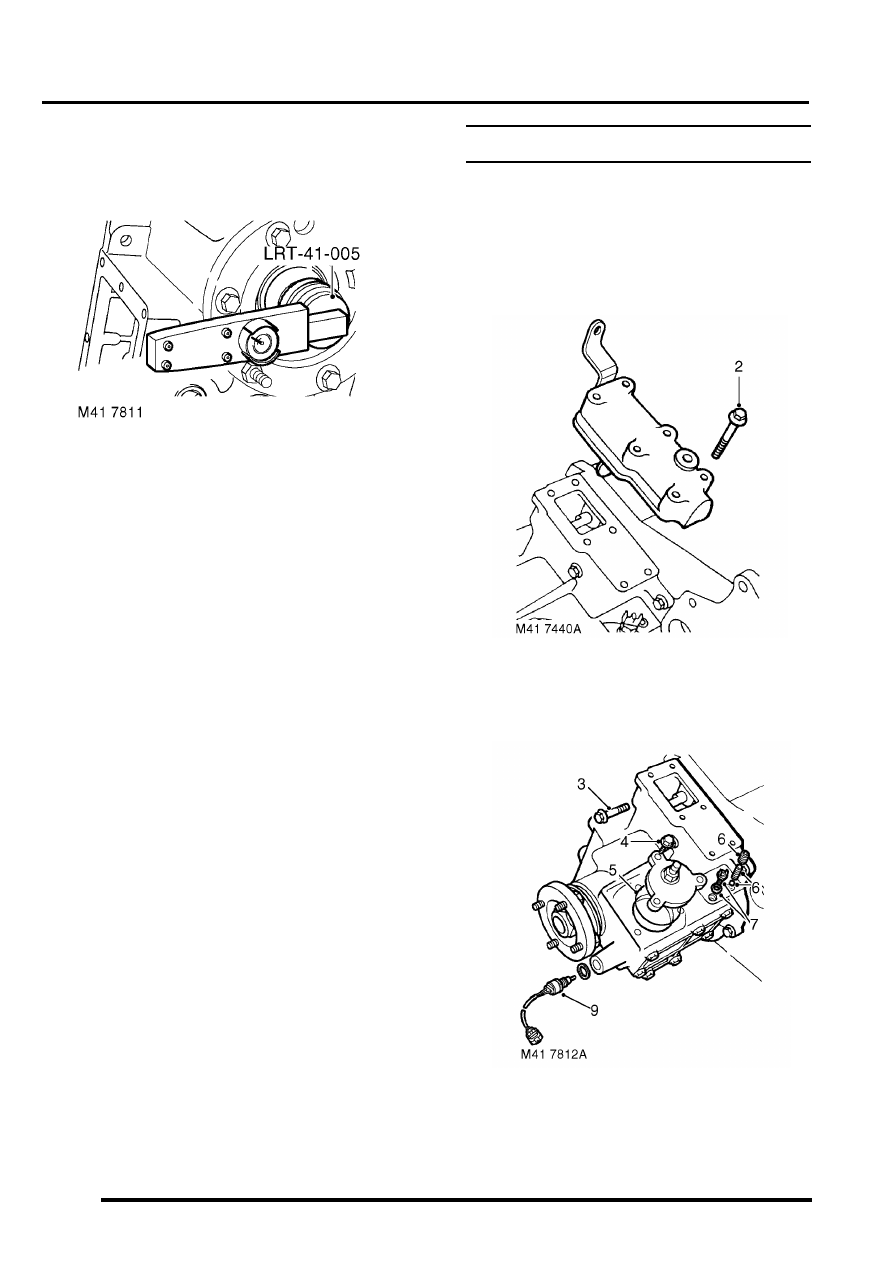
18. Select neutral.
19. Screw a suitable bolt into tapped hole of tool
LRT-41-005.
20. Insert tool LRT-41-005 in end of mainshaft.
21. Using a suitable torque meter on tool LRT-41-
005, check torque to turn of gear train. Torque
to turn = 2.2 Nm (19 lbf.ft). If torque to turn
figure is incorrect, repeat intermediate gear
bearing pre-load setting and re-check.
22. On completion, remove tool LRT-41-005 and
stake flange of nut into recess on intermediate
shaft.
23. Clean transfer box bottom and side covers.
24. Apply sealant, Part No. STC 3254 to both
covers.
25. Clean bottom and side cover bolt threads.
26. Apply Loctite 290 to bolt threads.
27. Position side cover and tighten bolts to 25 Nm
(18 lbf.ft).
28. Position bottom cover and tighten bolts to 25
Nm (18 lbf.ft).
Differential assembly
$% 41.20.13
Remove
1. Remove intermediate gear cluster.
OVERHAUL, Intermediate gear assembly.
2. Remove 6 bolts securing high/low cross shaft
housing to front output shaft housing and
remove housing.
3. Note position of longest bolt and remove 8 bolts
securing front output shaft housing to main
casing and remove housing.
Note: Carry out the following operations if
differential lock is fitted.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст