Discovery 2. Manual — part 543
MANUAL GEARBOX - R380
OVERHAUL
37-25
OVERHAUL
Shaft - output
$% 37.20.25
Disassembly
1. Remove gearbox selector fork - set
OVERHAUL, Fork - set - selector shaft.
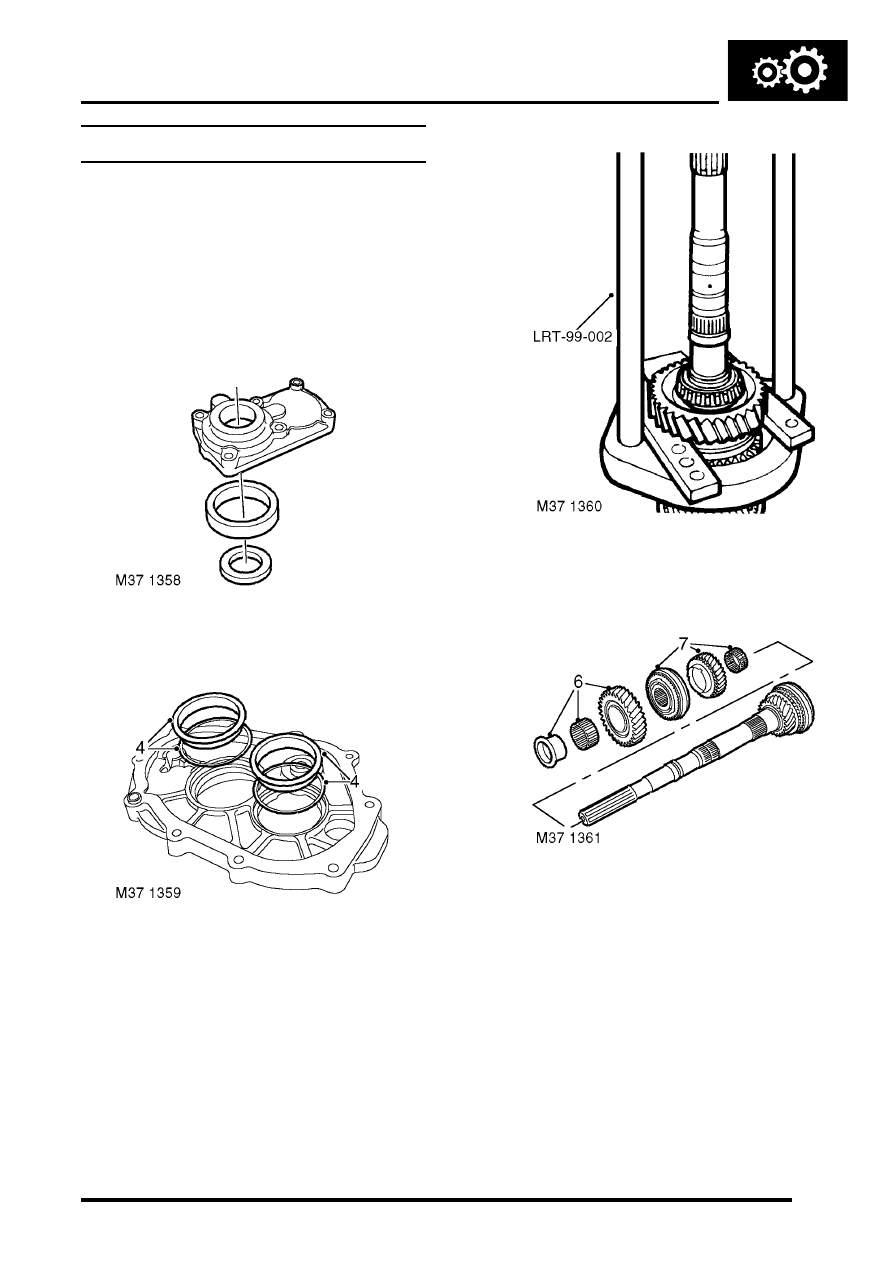
2. Remove gearbox front cover.
3. Remove and discard oil seal and bearing tracks
from front cover.
4. Remove and discard bearing tracks from centre
plate, collect selective shims.
5. Using tool LRT-99-002 and support bars under
1st gear, press output shaft bearing from output
shaft.
6. Remove 1st gear, bearing collar, needle roller
bearing and synchromesh rings.
7. Noting its fitted position, remove 1st / 2nd gear
synchroniser hub, 2nd gear synchromesh
rings, 2nd gear and needle roller bearing.
MANUAL GEARBOX - R380
37-26
OVERHAUL
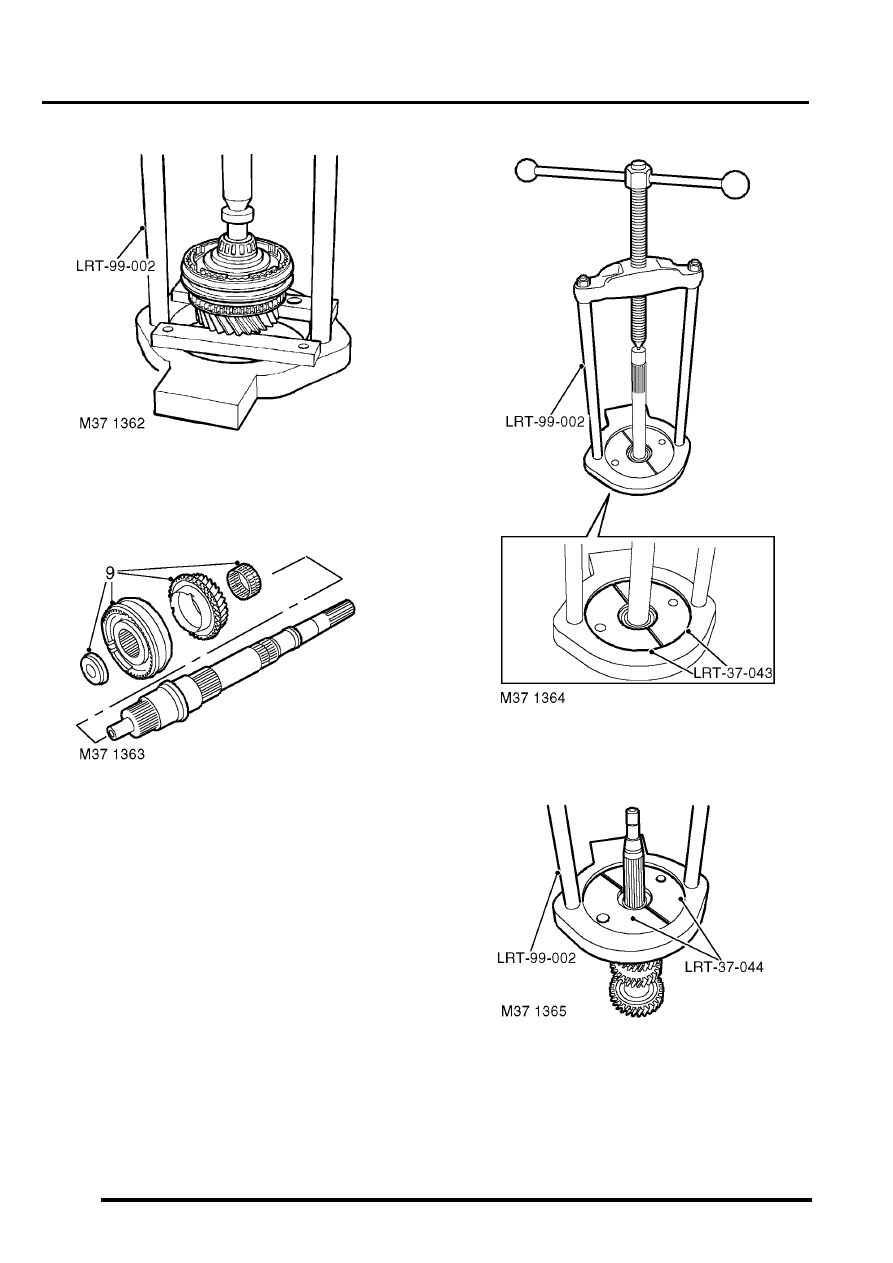
8. Using tool LRT-99-002 and support bars under
3rd gear and press off output shaft pilot
bearing.
9. Remove spacer, 3rd / 4th gear synchroniser
hub, synchromesh baulk rings, 3rd gear and
needle roller bearing.
10. Remove output shaft.
11. Using tool LRT-37-043 and LRT-99-002,
remove taper roller bearing from input shaft.
12. Using tool LRT-37-044 and LRT-99-002,
remove bearing from splined end of layshaft.
MANUAL GEARBOX - R380
OVERHAUL
37-27
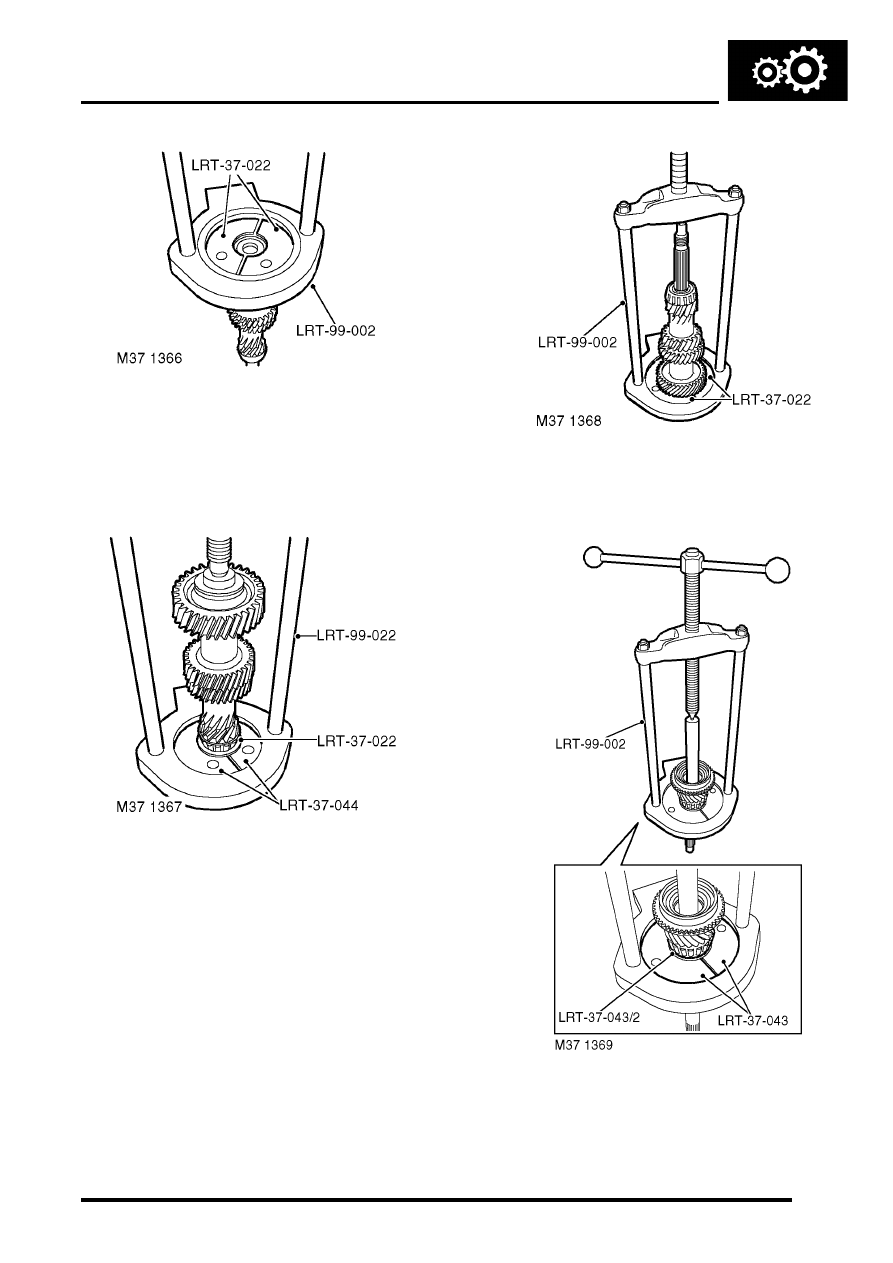
13. Using tool LRT-37-022 and LRT-99-002,
remove bearing from 4th gear end of layshaft.
Reassembly
1. Clean layshaft, input shaft and output shaft
bearing surfaces.
2. Using tool LRT-37-022, LRT-37-044 and
LRT-99-002, press new bearing onto splined
end of layshaft.
3. Using tool LRT-37-022 and LRT-99-002,
press new bearing onto 4th gear end of
layshaft.
4. Using tools LRT-37-043, LRT-37-043/2 and
LRT-99-002, press new bearing onto input
shaft.
5. Using tool LRT-99-002 and a suitable mandrel,
fit input shaft outer bearing track to front cover.
MANUAL GEARBOX - R380
37-28
OVERHAUL
6. Fit layshaft bearing track to front cover.
7. Using tool LRT-99-002 and a suitable mandrel,
fit pilot bearing outer track to input shaft.
8. Clean synchroniser hubs, gears and bearings.
9. Position output shaft in protected vice jaws,
output end upwards.
10. Fit 2nd gear bearing, 2nd gear and
synchromesh baulk rings onto output shaft.
11. Position 1st / 2nd synchroniser hub onto output
shaft. Ensure that baulk rings are correctly
located in hub.
12. Position 1st gear synchromesh baulk rings,
needle roller bearing, 1st gear and bearing
collar onto output shaft. Ensure baulk rings are
correctly located in hub.
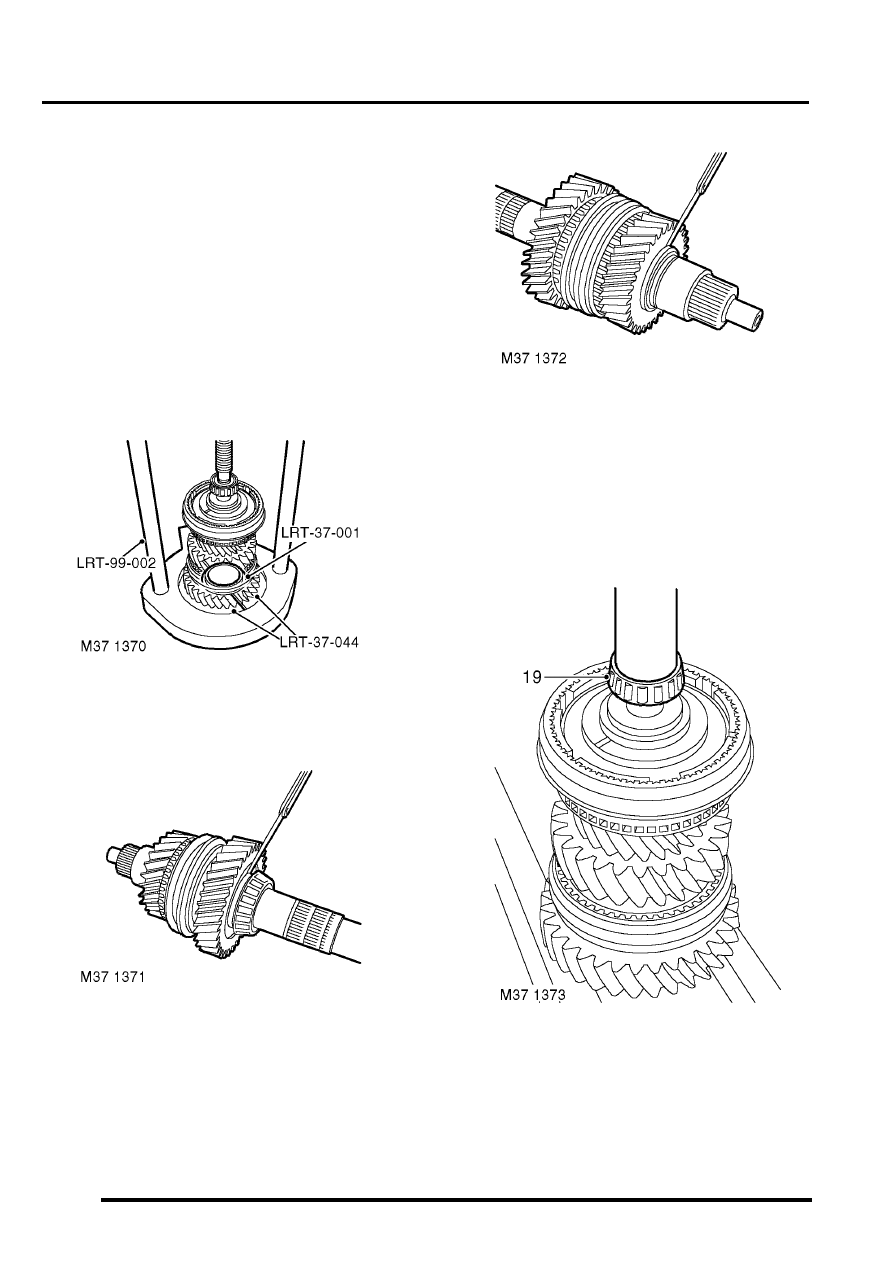
13. Remove output shaft from vice.
14. Using tool LRT-37-001, LRT-37-044 and
LRT-99-002, press taper bearing onto output
shaft.
15. Using a feeler gauge, check end float of 1st
gear between gear and collar flange:
l
New = 0.05 - 0.20 mm (0.002 - 0.008 in)
l
Service limit = 0.327 mm (0.012 in)
16. Using a feeler gauge, check end float of 2nd
gear between gear and output shaft flange:
l
New = = 0.04 - 0.21 mm (0.0016 - 0.0083
in)
l
Service limit = 0.337 mm (0.013 in)
17. Invert output shaft in vise and fit 3rd gear,
bearing, baulk rings, 3rd / 4th synchroniser and
spacer.
18. Remove output shaft from vice.
19. Using tool LRT-99-002 and a suitable mandrel,
press pilot bearing onto output shaft.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст