Range Rover Body Repair Manual — part 46

77
PANEL REPAIRS
NEW RANGE ROVER
2
PROCEDURES
PANEL REPLACEMENT PROCEDURE
General
This information is designed to explain the basic panel
removal and replacement method. This standard
method may vary slightly from one vehicle to another.
The main criterion in removal and replacement of
body panels is that Land Rover’s original standard is
maintained as far as possible.
Remove Panel
1. Expose resistance spot welds. For those spot
welds which are not obviously visible, use a
rotary impregnated wire brush fitted to an air
drill, or alternatively a hand held wire brush.
NOTE: In wheelarch areas it may be
necessary to soften underbody coating
using a hot air gun, prior to exposing spot
welds.
2. Cut out welds using a cobalt drill.
3. Alternatively use a clamp-type spot weld
remover.

PANEL REPAIRS
3
PROCEDURES
4. Cut away the bulk of the panel as necessary
using an air saw.
NOTE: On certain panel joints MIG welds
and braze should be removed using a
sander where possible, before cutting out
the panel bulk.
5. Separate spot welded joints and remove panel
remnants using hammer, bolster chisel and
pincers.
Prepare Old Surfaces
6. Clean all panel joint edges to a bright smooth
finish, using a belt-type sander.
NOTE: Prior to sanding, remove remaining
sealant using a hot air gun to minimise the
risk of toxic fumes caused by generated
heat. CARE MUST BE TAKEN TO AVOID
EXCESSIVE HEAT BUILD UP WHICH MAY BE
CAUSED BY THIS EQUIPMENT.
7. As an alternative a disc sander may be used.
Straighten existing joint edges using shaping
block and hammer.

77
PANEL REPAIRS
NEW RANGE ROVER
4
PROCEDURES
Prepare New Surfaces
8. Mark out bulk of new panel and trim to size,
leaving approximately 50mm (1.9in.) overlap
with existing panel. Offer up new panel/section,
align with associated panels (e.g. new rear
quarter aligned with door and tailgate). Clamp
into position.
9. Cut new and existing panels as necessary to
form butt, joggle or brace joint as required.
Remove all clamps and metal remnants.
10. Prepare new panel joint edges for welding by
sanding to a bright finish. This must include inner
as well as outer faces.
11. Apply suitable weld-through primer to panel joint
surfaces to be welded, using brush or aerosol
can.
PANEL REPAIRS
5
PROCEDURES
12. Apply adhesive sealant to panel joint surfaces.
See GENERAL SPECIFICATION DATA,
Information section.
Offer Up and Align
Offer up new panel and align with associated panels.
Clamp into position using welding clamps or Mole
grips. Where a joggle or brace joint is being adopted,
make a set in the original panel joint edge or insert a
brace behind the joint.
NOTE: In cases where access for welding
clamps is difficult, it may be necessary to
use tack welds.
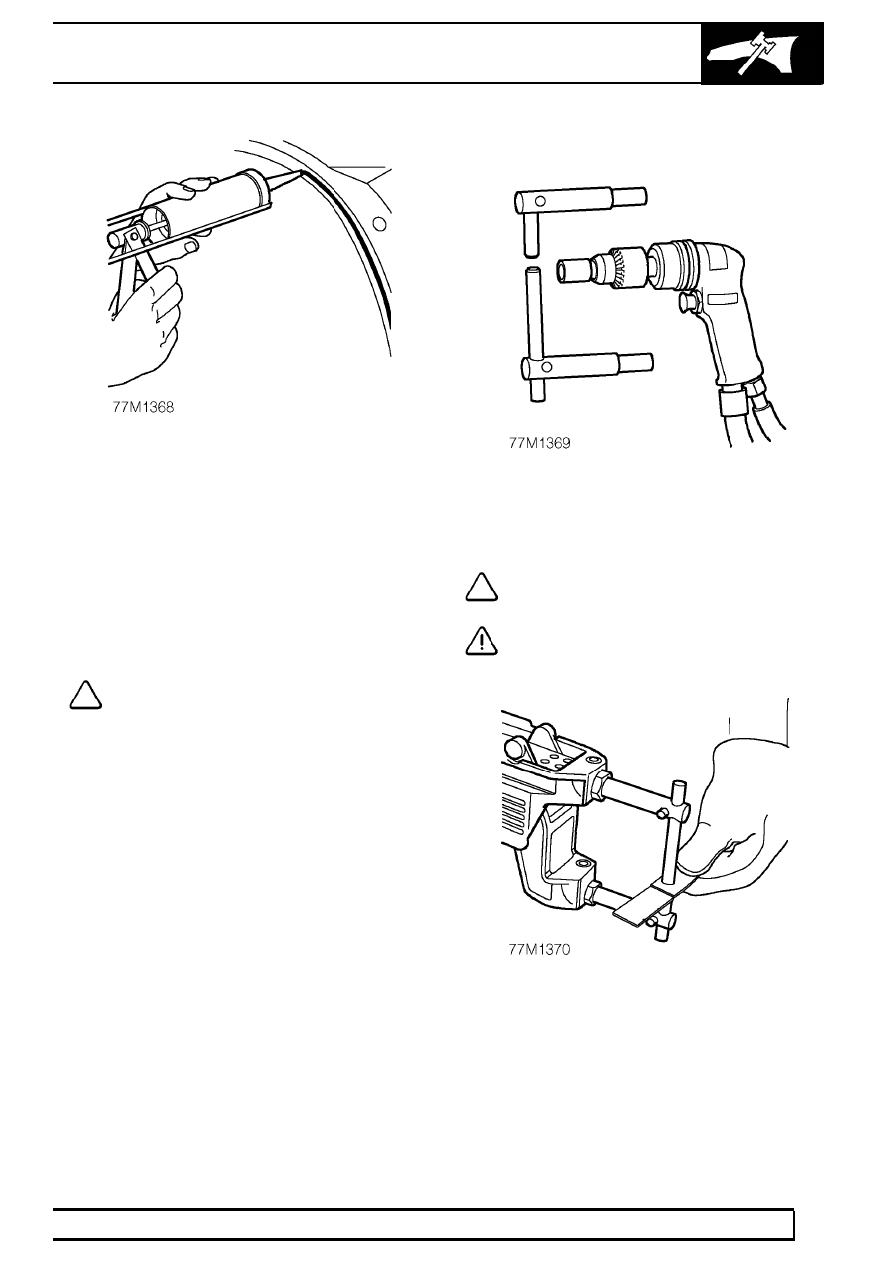
Welding
13. Select arms for resistance spot welding and
shape electrode tips using a tip trimmer.
NOTE: To maintain efficiency, the tips will
require regular cleaning with emery cloth.
CAUTION: Use electrode arms not
exceeding 300mm (11.8in.) in length.
14. Fit resistance spot welding arms and test
equipment for satisfactory operation, using test
coupons. Where monitoring equipment is not
available, verify weld strength by checking that
metal around the weld puddle pulls apart under
tension during pulling.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст