Qashqai J11. Body repair — part 27
REPLACEMENT OPERATIONS
BRM-417
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
View B: Before installing front suspension mounting rear bracket assembly
: Vehicle front
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
12 mm (0.47 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
Replacement part
z
Front side member assembly
z
Side member closing plate assembly
z
Front suspension mounting rear-
bracket assembly
JSKIA4229ZZ
BRM-418
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
View E: Before installing front suspension mounting rear bracket assembly
Front Side Member (Partial Replacement)
INFOID:0000000010313752
Work after side radiator core support is removed.
: Vehicle front
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
12 mm (0.47 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
JSKIA4230ZZ
REPLACEMENT OPERATIONS
BRM-419
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
POINT
The front side member on the left can also be replaced partially by cutting at the position shown in the figure.
Unit: mm (in)
: Vehicle front
: Weld the parts onto the back of the component part.
Replacement part
z
Front side member assembly (RH)
z
Side member closing plate assembly
(RH)
JSKIA4007GB
BRM-420
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
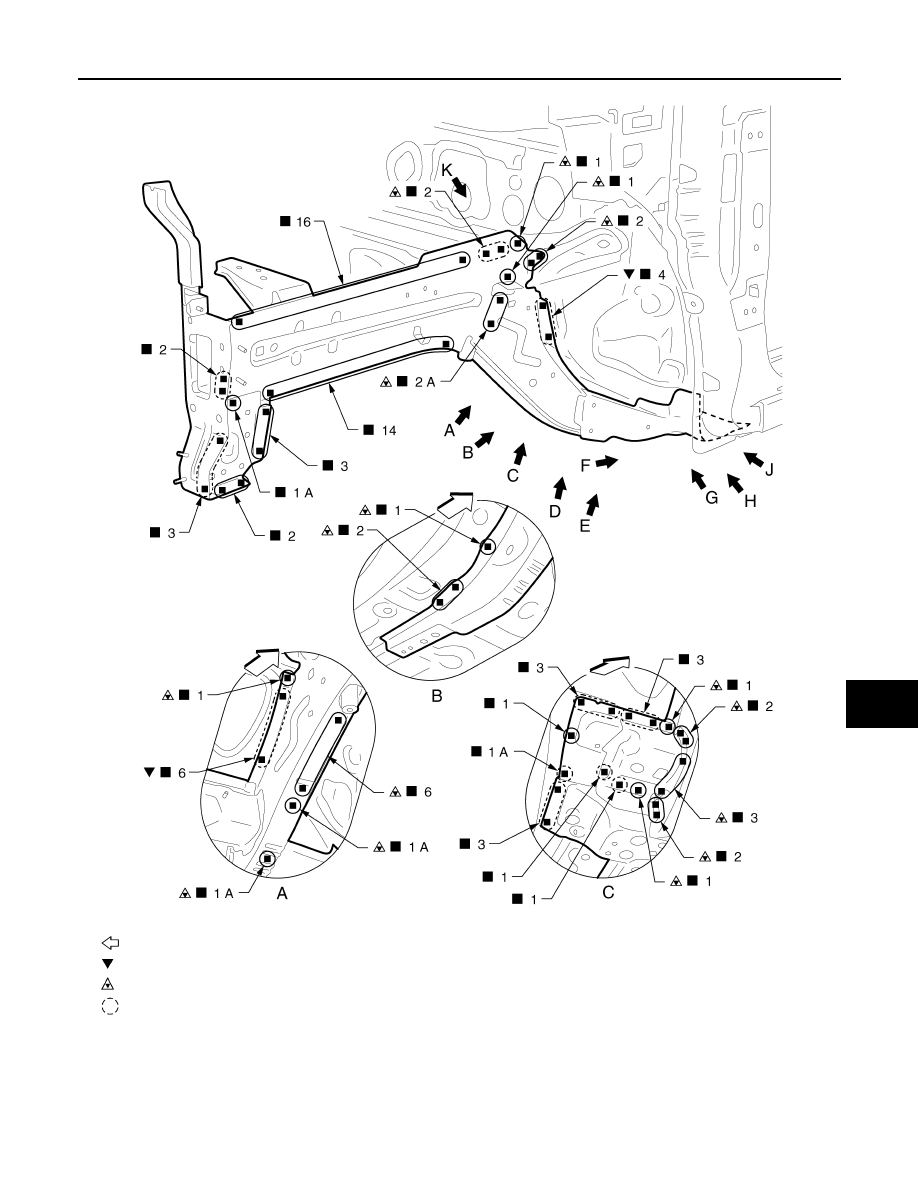
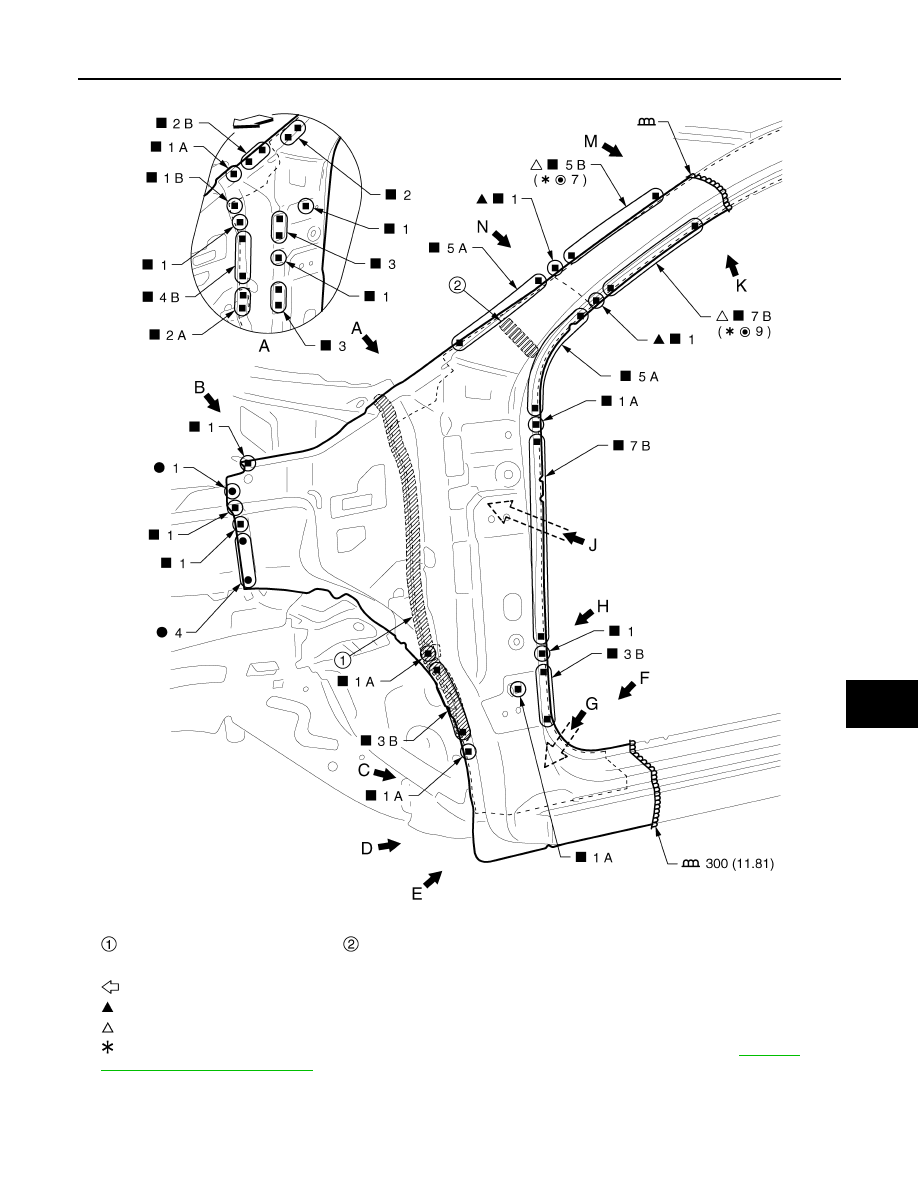
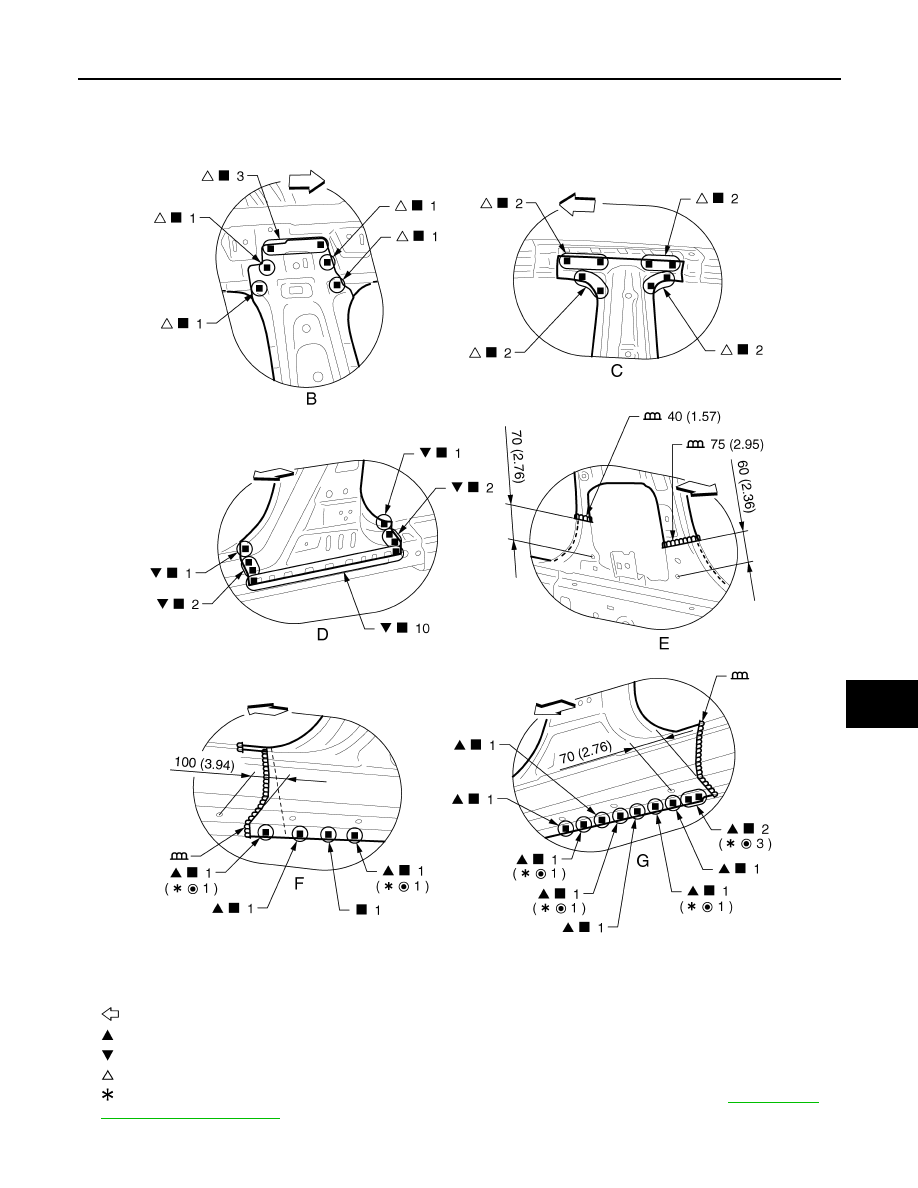
Front Pillar
INFOID:0000000010475513
Work after hoodledge reinforcement assembly is removed.
Side member closing plate assembly
cutting position (LH)
Front side member assembly cutting
position (LH)
Unit: mm (in)
: Vehicle front
Replacement part
z
Front side member assembly (LH)
z
Side member closing plate assembly
(LH)
JSKIA4008GB
REPLACEMENT OPERATIONS
BRM-421
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
Body sealing
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
"Welding of Ultra High Strength Steel"
Replacement part
z
Outer front side body
z
Lower front pillar hinge brace
z
Front fender bracket
z
Upper inner front pillar assembly
z
Side dash assembly
Lower front pillar hinge brace
JSKIA4231GB
BRM-422
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
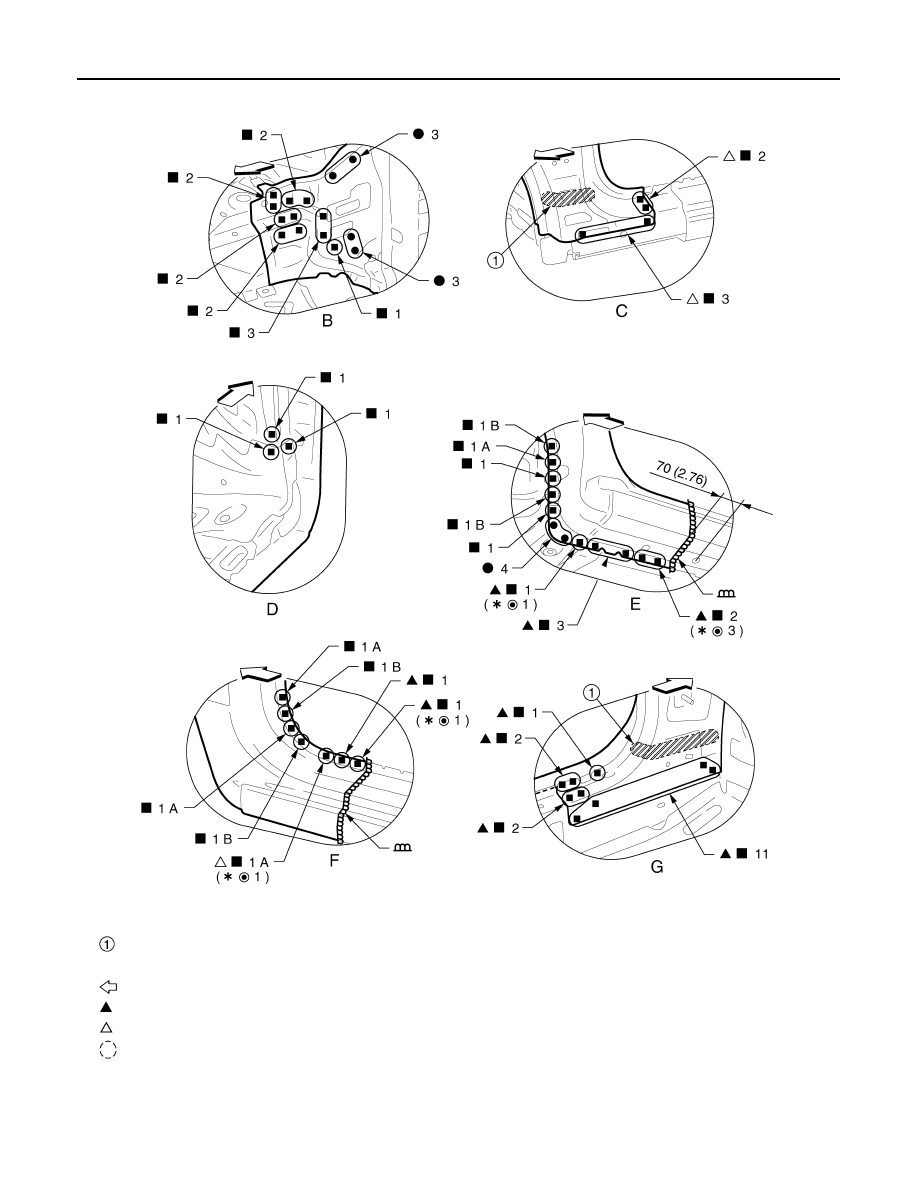
View C: Before installing outer front side body and front fender bracket
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
JSKIA4232GB
REPLACEMENT OPERATIONS
BRM-423
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
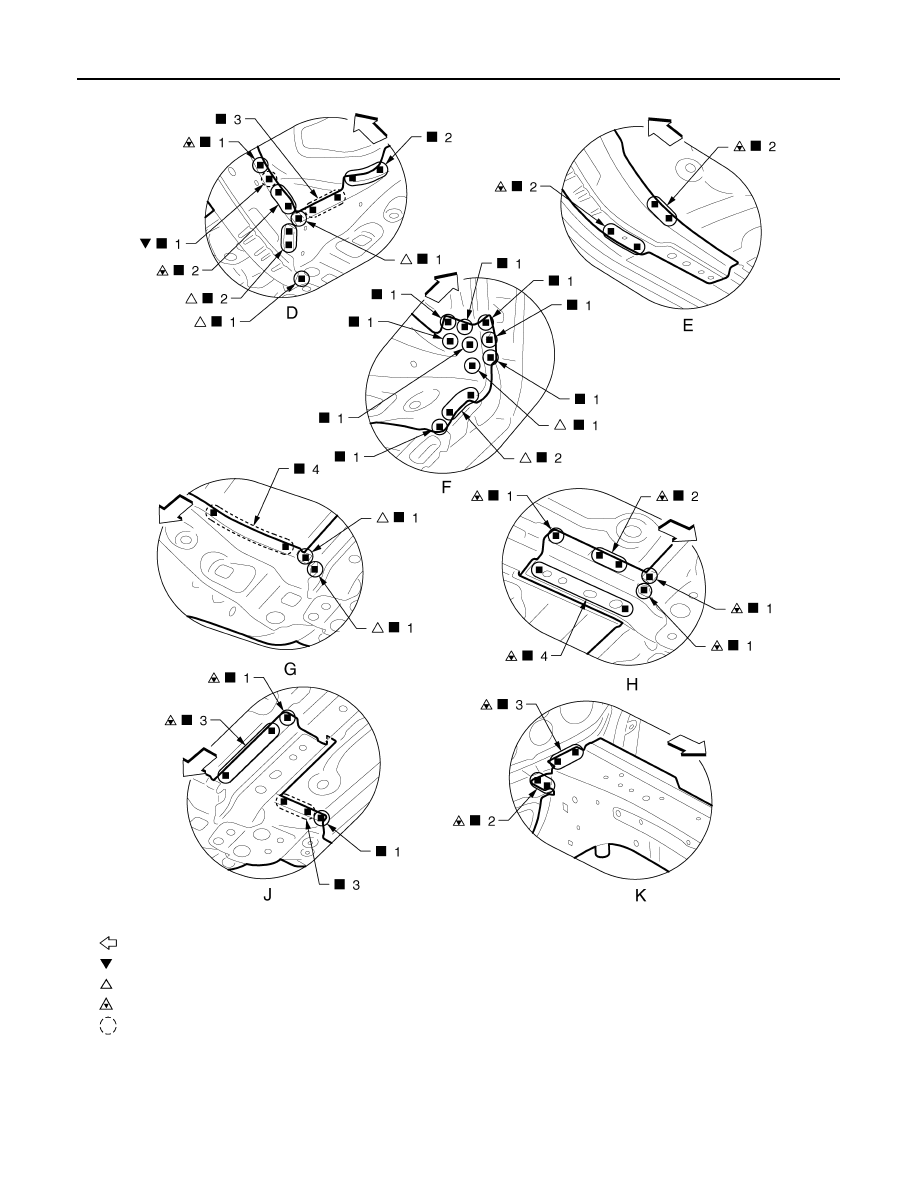
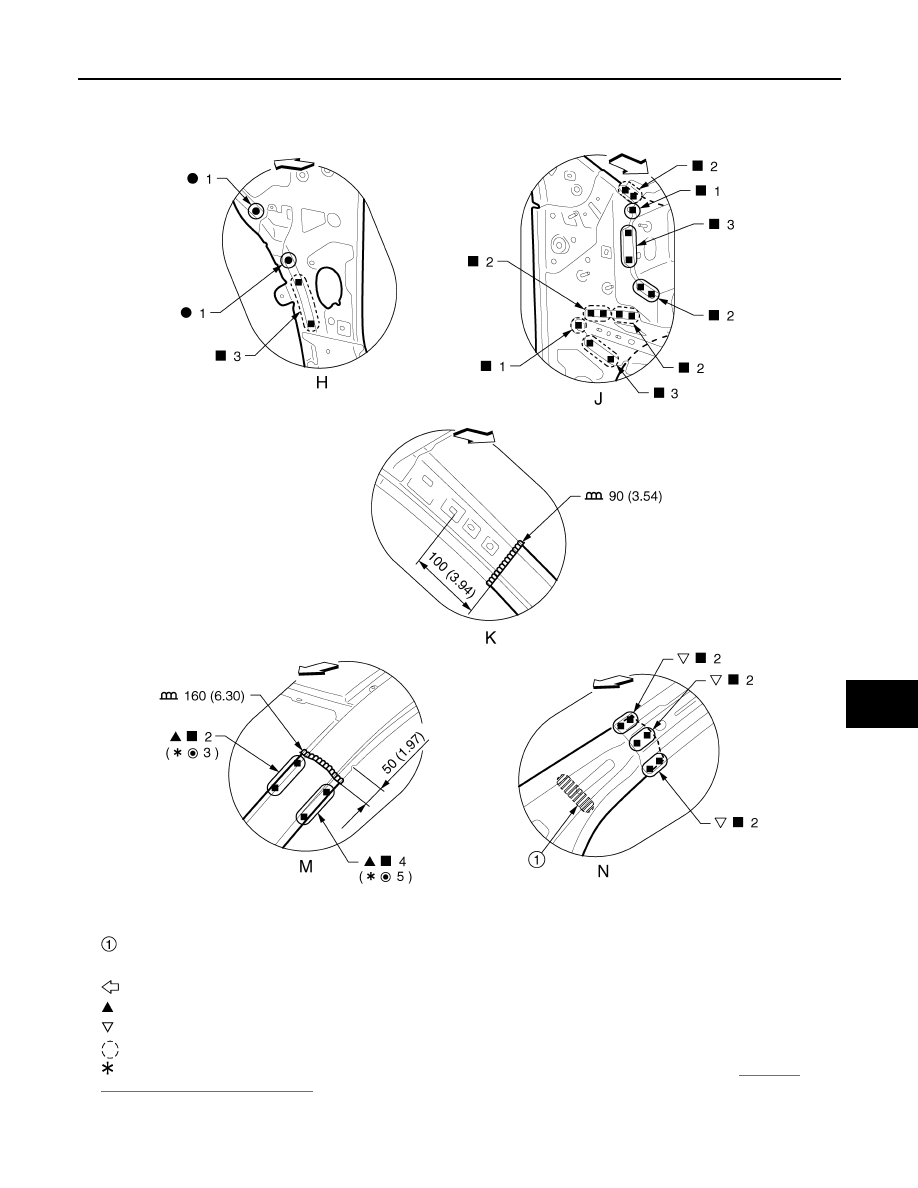
View H and J: Before installing lower front pillar hinge brace, outer front side body, and front fender bracket
View N: Before installing outer front side body and front fender bracket
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
9 mm (0.35 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
"Welding of Ultra High Strength Steel"
JSKIA4233GB
BRM-424
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
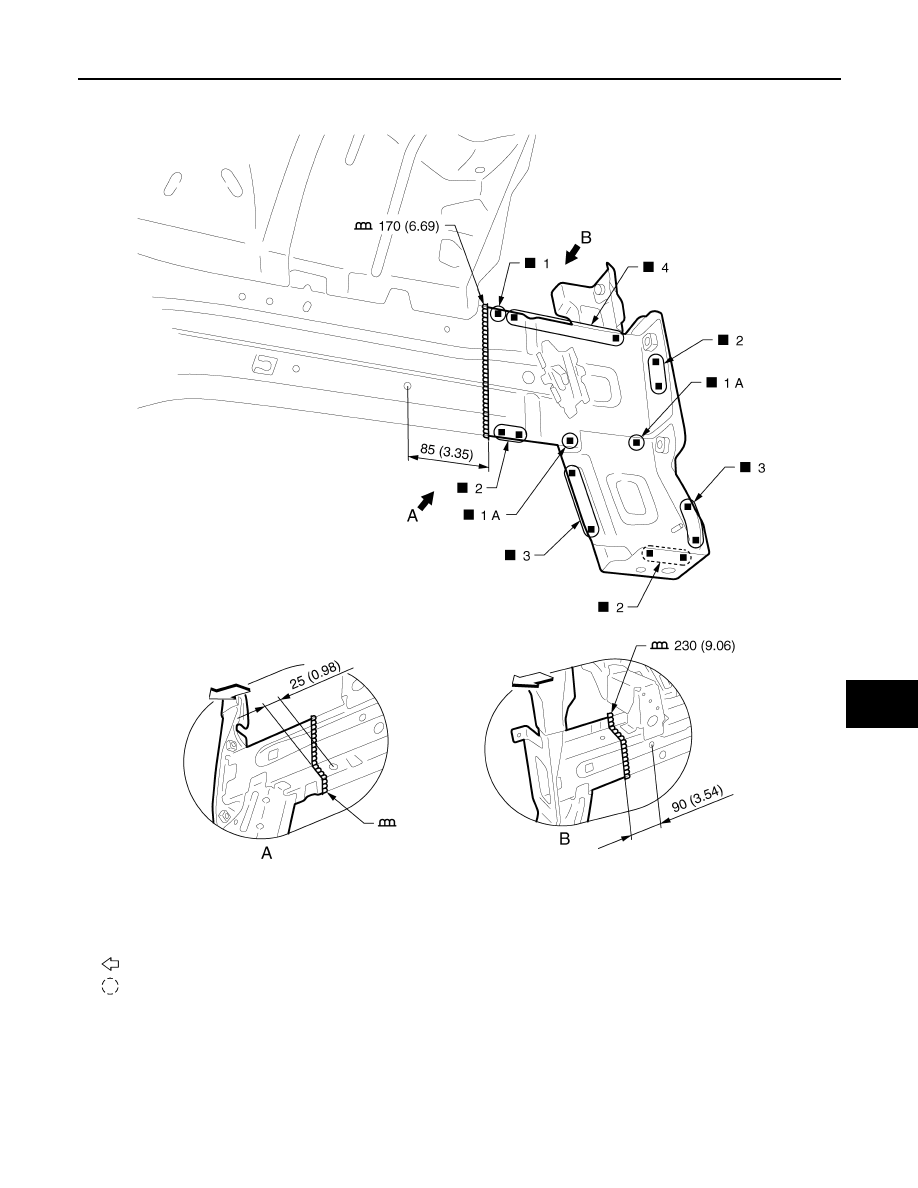
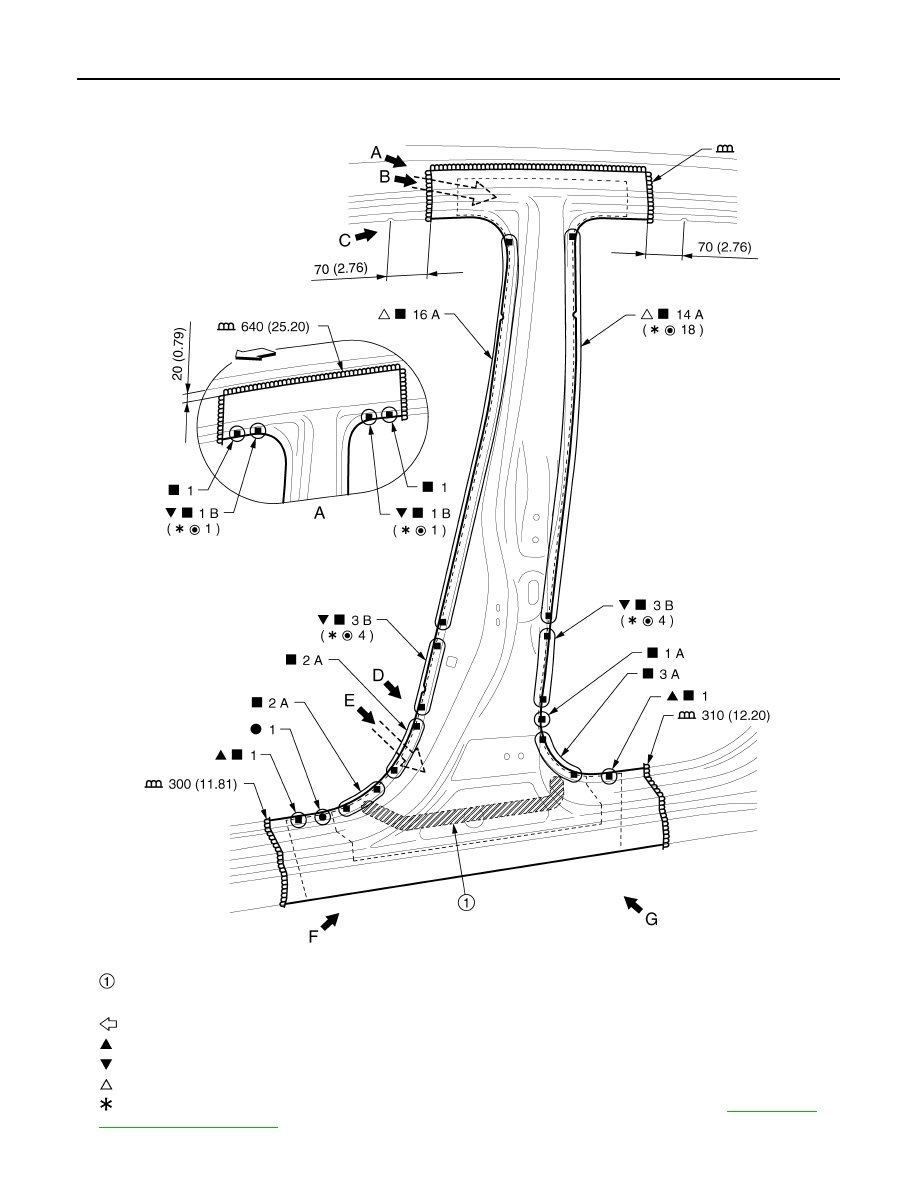
Center Pillar
INFOID:0000000010313754
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4012GB
REPLACEMENT OPERATIONS
BRM-425
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
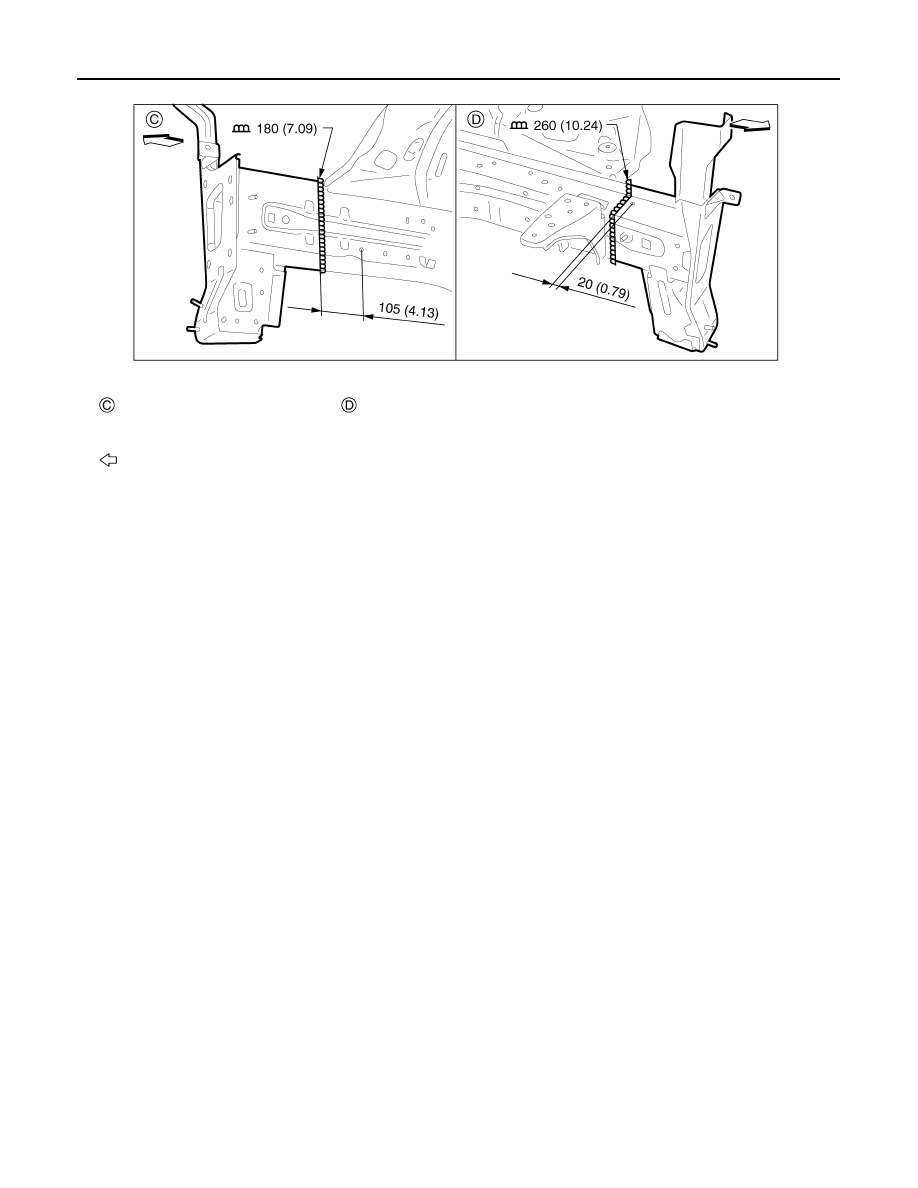
Replacement part
z
Outer front side body
z
Center pillar hinge brace assembly
z
Inner center pillar assembly
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4013GB
BRM-426
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
View C and D: Before installing outer front side body
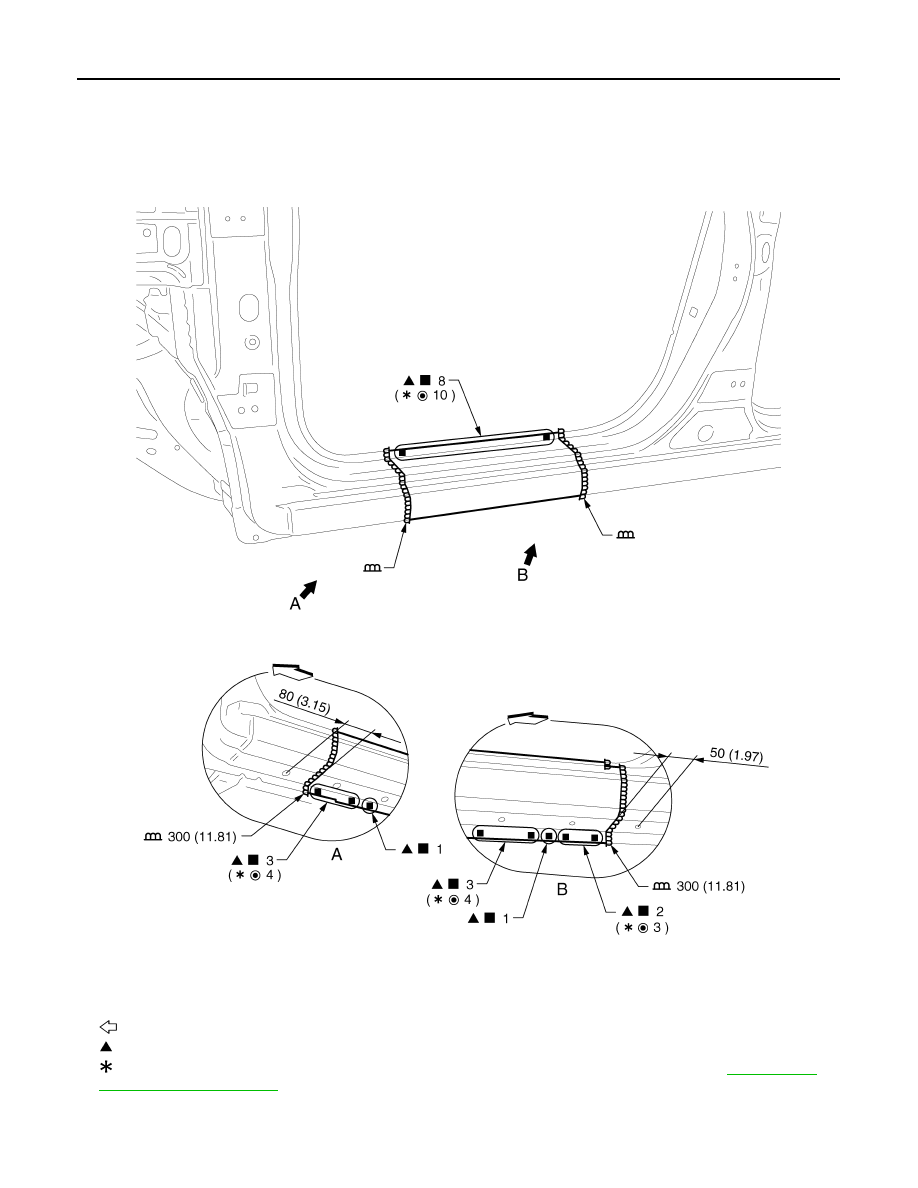
Outer Sill (Partial Replacement)
INFOID:0000000010313755
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
Replacement part
z
Outer sill assembly
JSKIA4014GB
REPLACEMENT OPERATIONS
BRM-427
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
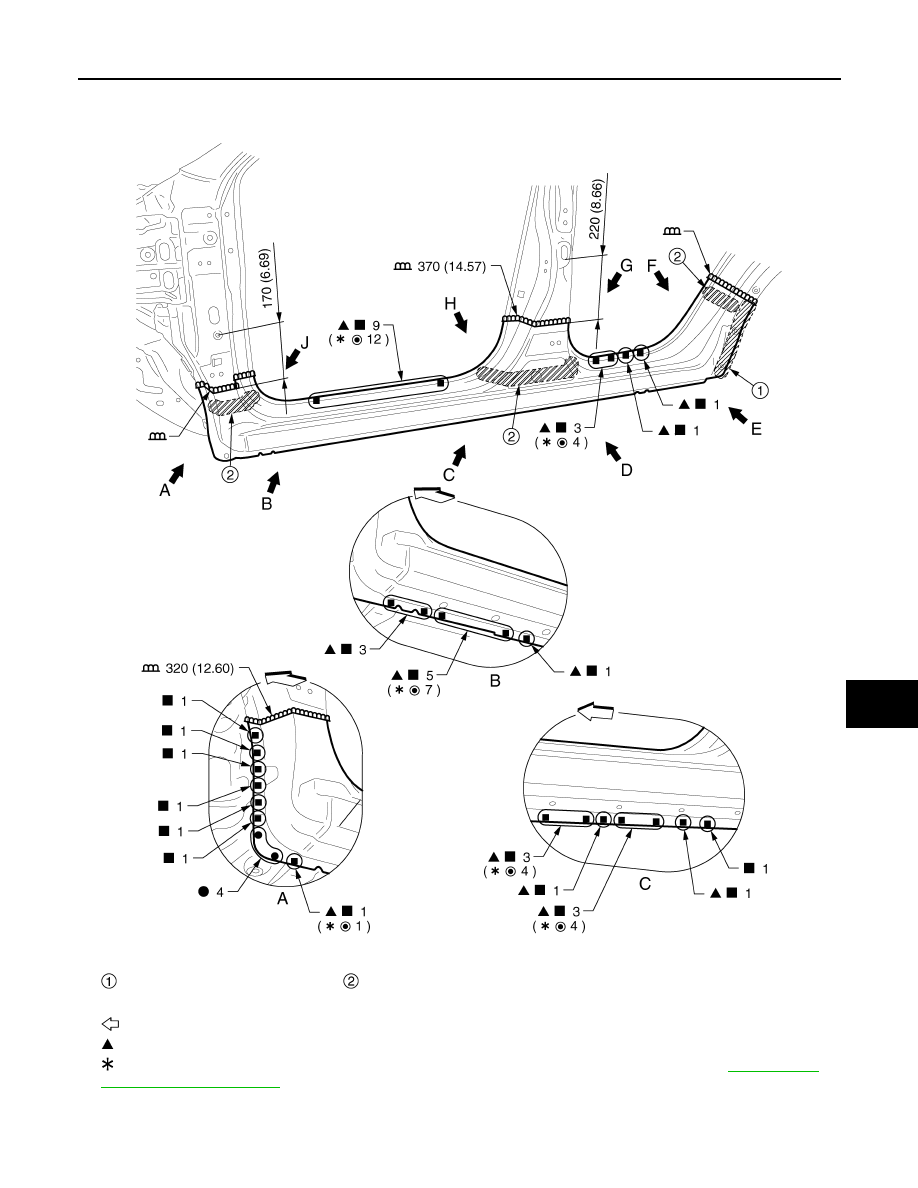
Outer Sill
INFOID:0000000010313756
Body sealing
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
Replacement part
z
Outer sill assembly
JSKIA4015GB
BRM-428
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
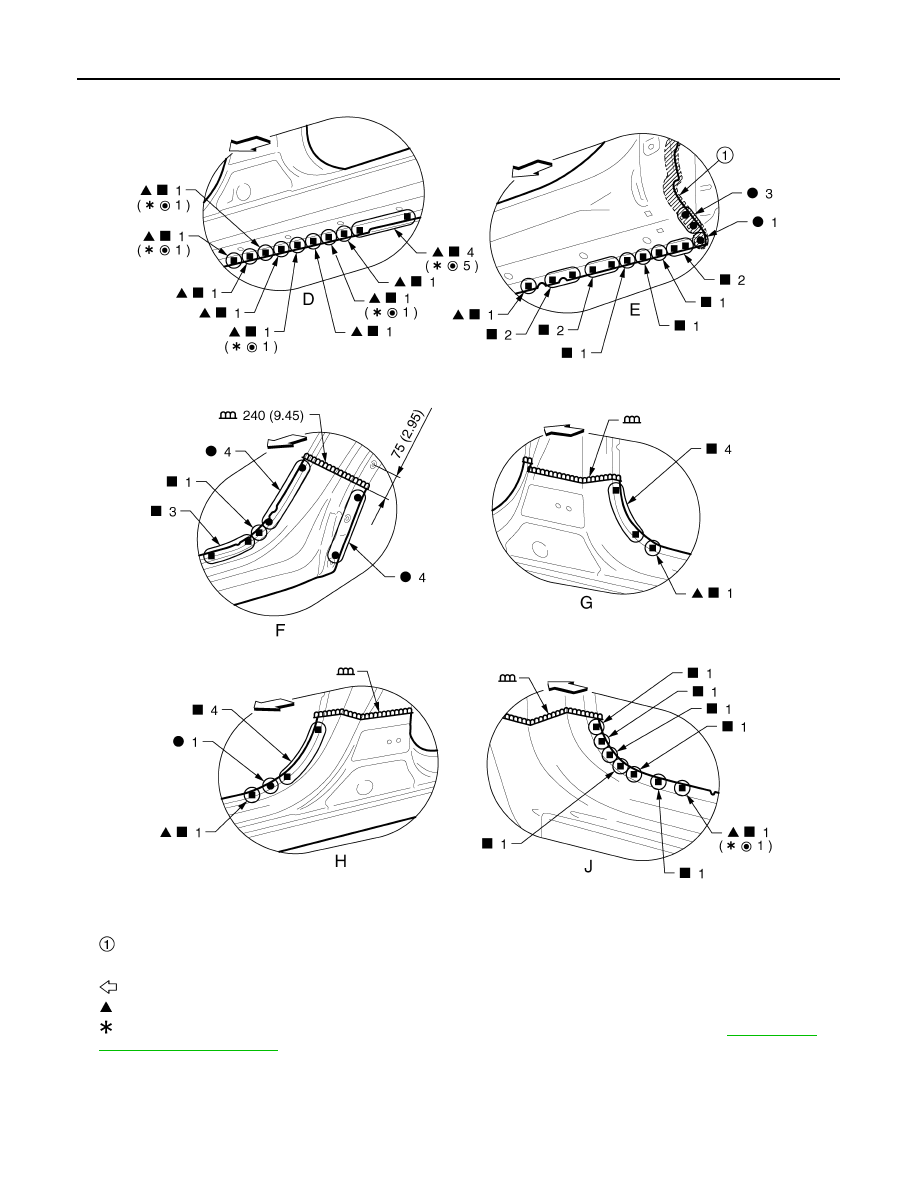
REPLACEMENT OPERATIONS
Body sealing
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4016GB
REPLACEMENT OPERATIONS
BRM-429
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
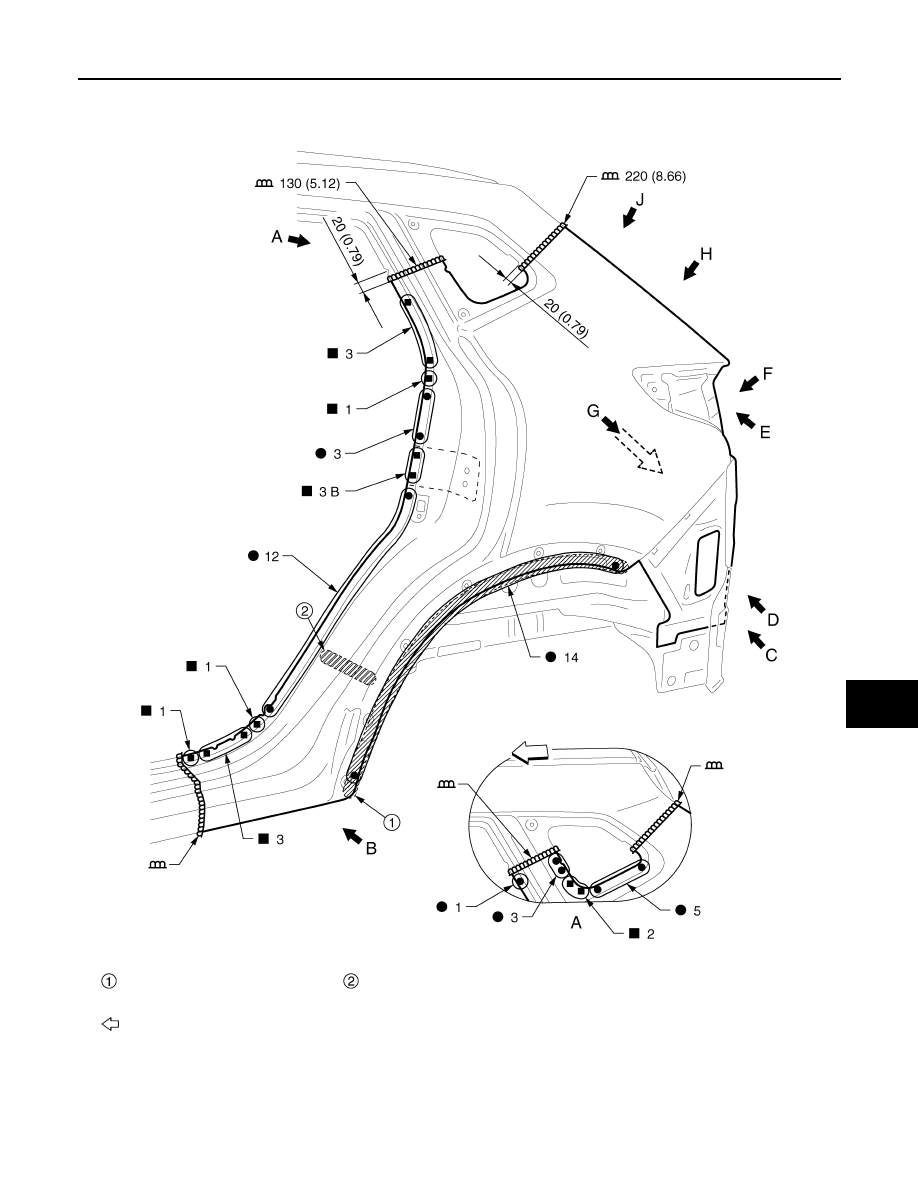
Rear Fender
INFOID:0000000010313759
Body sealing
Urethane foam
Unit: mm (in)
: Vehicle front
Replacement part
z
Rear fender assembly
z
Rear fender extension complete
z
Striker retainer assembly
JSKIA4020GB
BRM-430
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
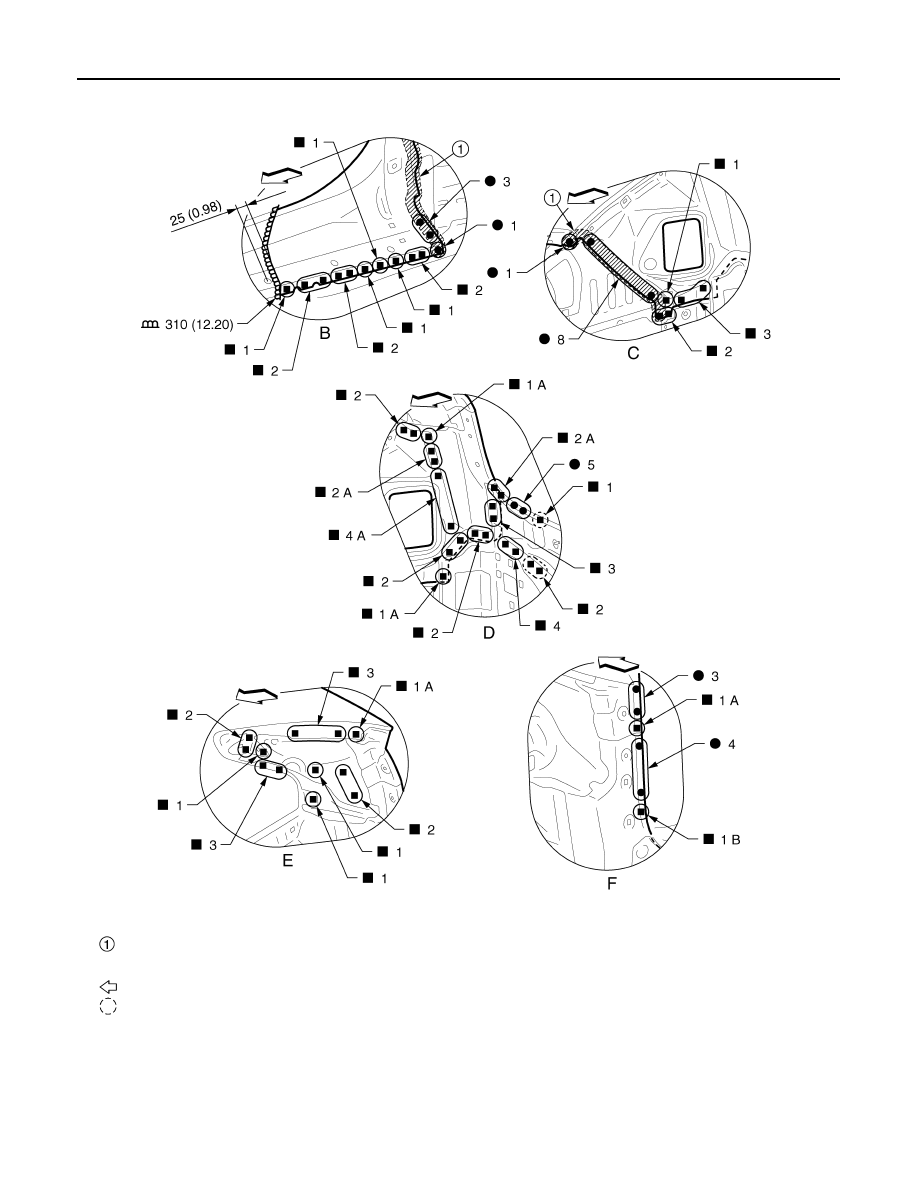
REPLACEMENT OPERATIONS
Body sealing
Unit: mm (in)
: Vehicle front
: Weld the parts onto the back of the component part.
JSKIA4021GB
REPLACEMENT OPERATIONS
BRM-431
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
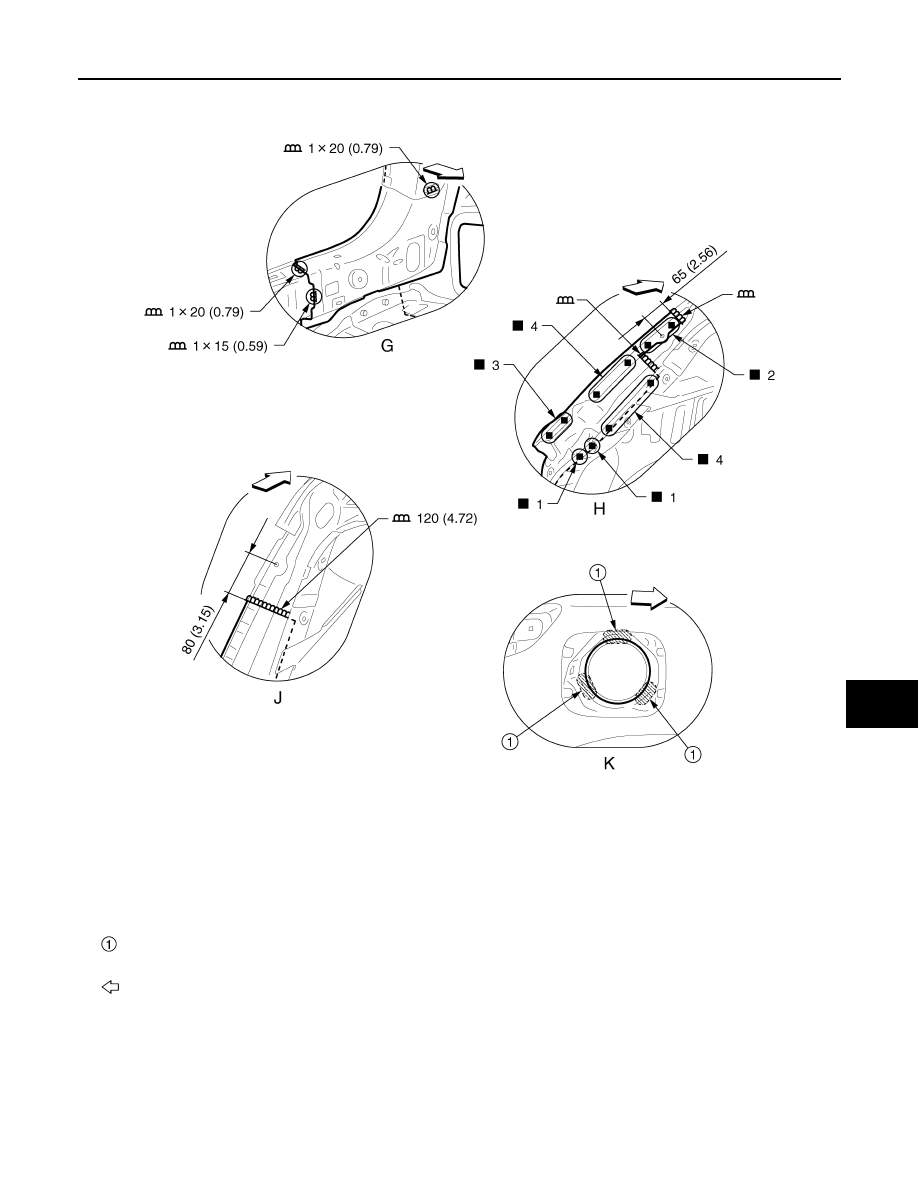
View J: Before installing rear fender assembly
View G: Right side rear fender
Adhesive
Unit: mm (in)
: Vehicle front
JSKIA4022GB
BRM-432
< REMOVAL AND INSTALLATION >
[EXCEPT FOR EUROPE AND RUSSIA (RHD)]
REPLACEMENT OPERATIONS
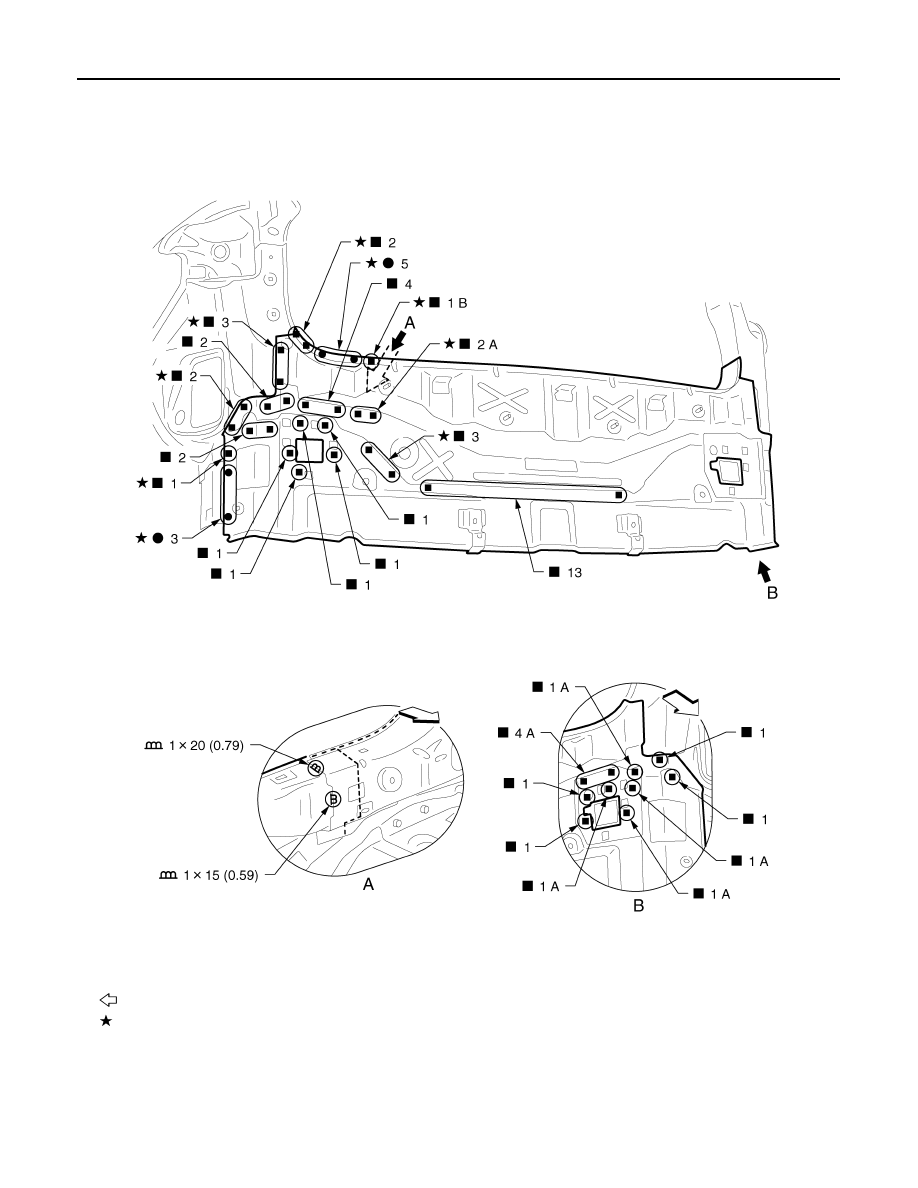
Rear Panel
INFOID:0000000010313765
Rear Floor Rear
INFOID:0000000010313766
Work after rear panel is removed.
Unit: mm (in)
: Vehicle front
: Welding method and the number of welding points apply to both side of the vehicle.
Replacement part
z
Upper rear panel assembly
JSKIA4029GB
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст