Qashqai J11. Body repair — part 16

LOCATION OF PLASTIC PARTS
BRM-241
< SERVICE DATA AND SPECIFICATIONS (SDS)
[FOR EUROPE (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
Component
Material
Component
Material
Rear pillar finisher
PP
Instrument lower cover
PP + EPDM
Center pillar garnish
PP
A/C Control
Manual A/C
Finisher
PC + ABS
Map lamp
Lens
PC
Switch
PC
Housing
PP
Case
ABS
Finisher
PP
Auto A/C
Finisher
PC + ABS
Front pillar garnish
PP
Switch
PC
Cluster lid A
PP
Case
PC + ABS
Center ventilator finisher
PC + ABS
Lens
PC
Instrument panel
Skin
TPO
Center console
Body
PP + EPDM
Pad
PUR
Console box
PP
Core
PP + EPDM
Inner lid
PP + EPDM
Cluster lid C
PC + ABS
Insert lid
PC + ABS
Glove box
PP
Cup holder
PP + EPDM
JSKIA3978ZZ

BRM-242
< VEHICLE INFORMATION >
[FOR RUSSIA]
BODY EXTERIOR PAINT COLOR
VEHICLE INFORMATION
BODY EXTERIOR PAINT COLOR
Body Exterior Paint Color
INFOID:0000000010498954
NOTE:
• S: 1-Coat solid
• 2M: 2-Coat Metallic
• 2S: 2-Coat solid
• 3P: 3-Coat pearl
• 2PM: 2-Coat Pearl metallic
Component
Color code
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Description
White
Black
Silver
Black
Gray
Red
Brown
Blue
Red
White
Paint type
note
S
2M
2M
2M
2M
2PM
2M
2M
2S
3P
Standard
clear coat
–
×
×
×
×
×
×
×
×
×
Door mirror cover
Body color
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Front grille molding
Chromium
plate
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Front bumper fascia
Body color
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Fillet molding
Material color
–
–
–
–
–
–
–
–
–
–
Door outside handle
Chromium
plate
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Cr
Rear spoiler
Body color
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Back door finisher
Body color
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Rear bumper fascia
Body color
B326
BZ11
BKY0
BGAB
BKAD
BNAJ
BCAP
BRBN
BZ10
BQAB
Door outside lower
molding
Material color
–
–
–
–
–
–
–
–
–
–
JSKIA3881ZZ

PRECAUTIONS
BRM-243
< PRECAUTION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
PRECAUTION
PRECAUTIONS
Precautions for Removing Battery Terminal
INFOID:0000000010503255
• With the adoption of Auto ACC function, ACC power is automatically supplied by operating the intelligent key
or remote keyless entry or by opening/closing the driver side door. In addition, ACC power is supplied even
after the ignition switch is turned to the OFF position, i.e. ACC power is supplied for a certain fixed time.
• When disconnecting the 12V battery terminal, turn off the ACC
power before disconnecting the 12V battery terminal, observing
“How to disconnect 12V battery terminal” described below.
NOTE:
Some ECUs operate for a certain fixed time even after ignition
switch is turned OFF and ignition power supply is stopped. If the
battery terminal is disconnected before ECU stops, accidental DTC
detection or ECU data damage may occur.
• For vehicles with the 2-batteries, be sure to connect the main bat-
tery and the sub battery before turning ON the ignition switch.
NOTE:
If the ignition switch is turned ON with any one of the terminals of
main battery and sub battery disconnected, then DTC may be detected.
• After installing the 12V battery, always check "Self Diagnosis Result" of all ECUs and erase DTC.
NOTE:
The removal of 12V battery may cause a DTC detection error.
HOW TO DISCONNECT 12V BATTERY TERMINAL
Disconnect 12V battery terminal according to Instruction 1 or Instruction 2 described below.
For vehicles parked by ignition switch OFF, refer to Instruction 2.
INSTRUCTION 1
1.
Open the hood.
2.
Turn key switch to the OFF position with the driver side door opened.
3.
Get out of the vehicle and close the driver side door.
4.
Wait at least 3 minutes. For vehicle with the engine listed below, remove the battery terminal after a lapse
of the specified time.
CAUTION:
While waiting, never operate the vehicle such as locking, opening, and closing doors. Violation of
this caution results in the activation of ACC power supply according to the Auto ACC function.
5.
Remove 12V battery terminal.
CAUTION:
After installing 12V battery, always check self-diagnosis results of all ECUs and erase DTC.
INSTRUCTION 2 (FOR VEHICLES PARKED BY IGNITION SWITCH OFF)
1.
Unlock the door with intelligent key or remote keyless entry.
NOTE:
At this moment, ACC power is supplied.
2.
Open the driver side door.
3.
Open the hood.
4.
Close the driver side door.
5.
Wait at least 3 minutes.
SEF289H
D4D engine
: 20 minutes
HRA2DDT
: 12 minutes
K9K engine
: 4 minutes
M9R engine
: 4 minutes
R9M engine
: 4 minutes
V9X engine
: 4 minutes
BRM-244
< PRECAUTION >
[FOR RUSSIA]
PRECAUTIONS
CAUTION:
While waiting, never operate the vehicle such as locking, opening, and closing doors. Violation of
this caution results in the activation of ACC power supply according to the Auto ACC function.
6.
Remove 12V battery terminal.
CAUTION:
After installing 12V battery, always check self-diagnosis results of all ECUs and erase DTC.

REPAIRING HIGH STRENGTH STEEL
BRM-245
< PRECAUTION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
REPAIRING HIGH STRENGTH STEEL
High Strength Steel (HSS)
INFOID:0000000010308851
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
Tensile strength
Major applicable parts
440 - 780 MPa
• Rear side floor
(Rear floor rear side component part)
• Rear seat crossmember reinforcement assembly
• Trans control reinforcement
(Center front floor component part)
• Front side member center extension
(Front floor component part)
• 2nd and 3rd crossmember
(Front floor component part)
• Inner sill
• Lower dash
• Lower dash crossmember
• Upper front hoodledge
• Front hoodledge reinforcement
• Hoodledge reinforcement
• Front strut housing
• Front side member closing plate assembly
• Front side member center closing plate
• Front side member front closing plate
• Front side member assembly
• Add on frame bracket
• Front side member front extension
• Front side member outrigger
(Front side member outrigger assembly component part)
• Rear seat crossmember
(Rear seat crossmember component part)
• Rear floor belt anchor reinforcement
• Rear side member front
(Rear side member assembly component part)
• Rear side member rear
• Rear side member extension
• Rear roof rail
• Inner side roof rail
• Front roof rail brace
• Inner center pillar (Lower)
(Inner center pillar component part)
• Center pillar reinforcement (Lower)
(Center pillar reinforcement component part)
• Front pillar hinge brace
(Front pillar brace component part)
• Outer sill reinforcement
• Rear roof rail brace
(Inner rear pillar component part)
• Outer rear wheelhouse extension (Rear)
(Outer rear wheelhouse extension component part)

BRM-246
< PRECAUTION >
[FOR RUSSIA]
REPAIRING HIGH STRENGTH STEEL
Read the following precautions when repairing HSS:
1.
Additional points to consider
• The repair of reinforcements (such as side members) by heat-
ing is not recommended, because it may weaken the compo-
nent. When heating is unavoidable, never heat HSS parts
above 550
°
C (1,022
°
F).
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometer are appropri-
ate.)
• When straightening body panels, use caution in pulling any HSS panel. Because HSS is very strong,
pulling may cause deformation in adjacent sections of the body. In this case, increase the number of
measuring points, and carefully pull the HSS panel.
• When cutting HSS panels, avoid gas (torch) cutting if possible.
Instead, use a saw to avoid weakening surrounding areas due
to heat. If gas (torch) cutting is unavoidable, allow a minimum
margin of 50 mm (1.97 in).
Tensile strength
Major applicable parts
980 - 1350 MPa
• Front side member stiffener
(Front floor component part)
• Center sill reinforcement
(Inner sill component part)
• Outrigger reinforcement
(Front side member outrigger assembly component part)
• Front side member rear extension
• Rear side member rear reinforcement
(Rear side member assembly component part)
• Front roof rail
• Roof reinforcement assembly
• Side roof reinforcement
• Inner center pillar (Upper)
(Inner center pillar component part)
• Center pillar seat belt anchor
(Inner center pillar component part)
• Outer side roof rail reinforcement
• Center pillar reinforcement (Upper)
(Center pillar reinforcement component part)
• Center pillar seat belt reinforcement
(Center pillar reinforcement component part)
• Center sill reinforcement
(Outer sill reinforcement component part)
• Outer rear sill reinforcement
(Outer rear wheelhouse extension component part)
PIIA0115E
PIIA0117E
REPAIRING HIGH STRENGTH STEEL
BRM-247
< PRECAUTION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
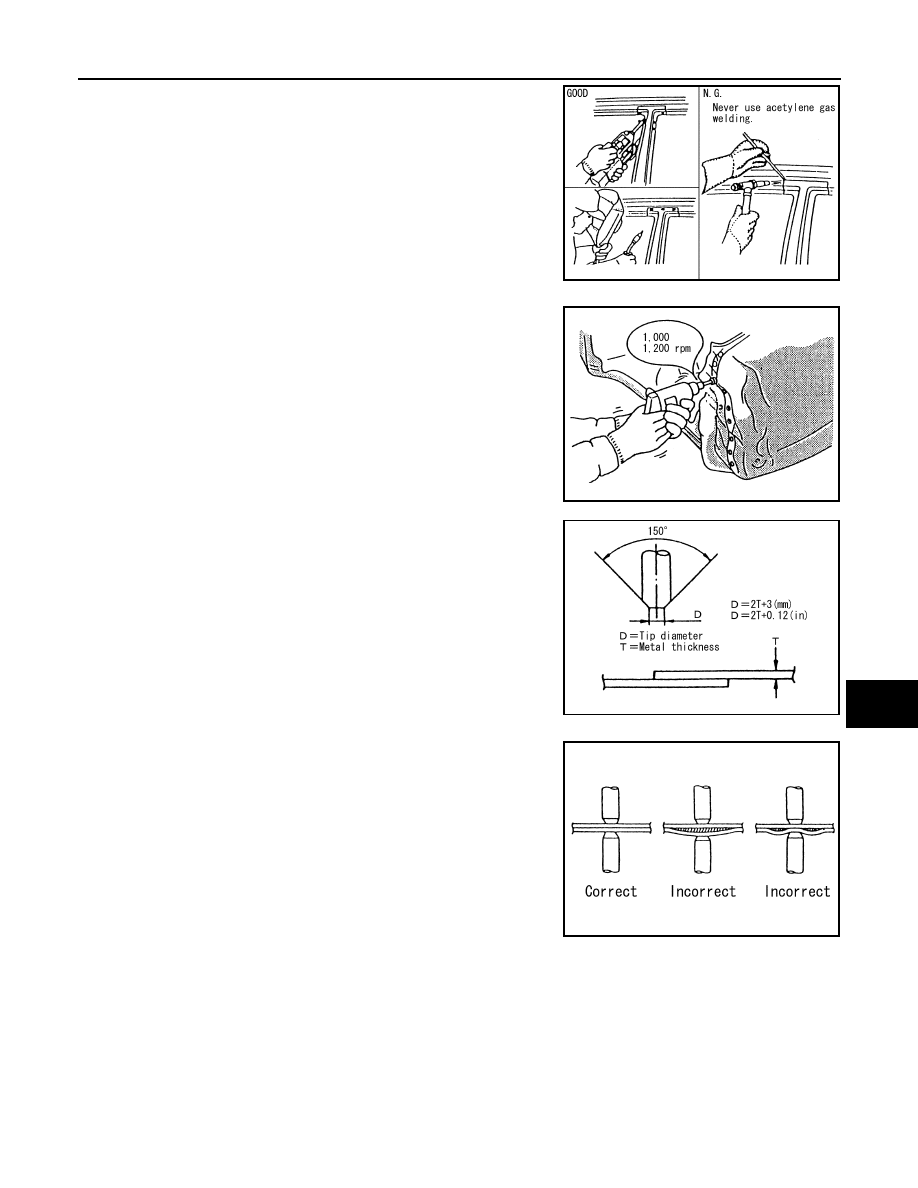
• When welding HSS panels, use spot welding whenever possi-
ble in order to minimize weakening surrounding areas due to
heat.
If spot welding is impossible, use MIG. welding. Do not use
gas (torch) for welding because it is inferior in welding
strength.
• Spot welding on HSS panels is harder than that of an ordinary
steel panel.
Therefore, when cutting spot welds on a HSS panel, use a low
speed high torque drill (1,000 to 1,200 rpm) to increase drill bit
durability and facilitate the operation.
2.
Precautions in spot welding HSS
This work should be performed under standard working condi-
tions. Always note the following when spot welding HSS:
• The electrode tip diameter must be sized properly according to
the metal thickness.
• The panel surfaces must fit flush to each other, leaving no
gaps.
PIIA0144E
PIIA0145E
PIIA0146E
PIIA0147E
BRM-248
< PRECAUTION >
[FOR RUSSIA]
REPAIRING HIGH STRENGTH STEEL
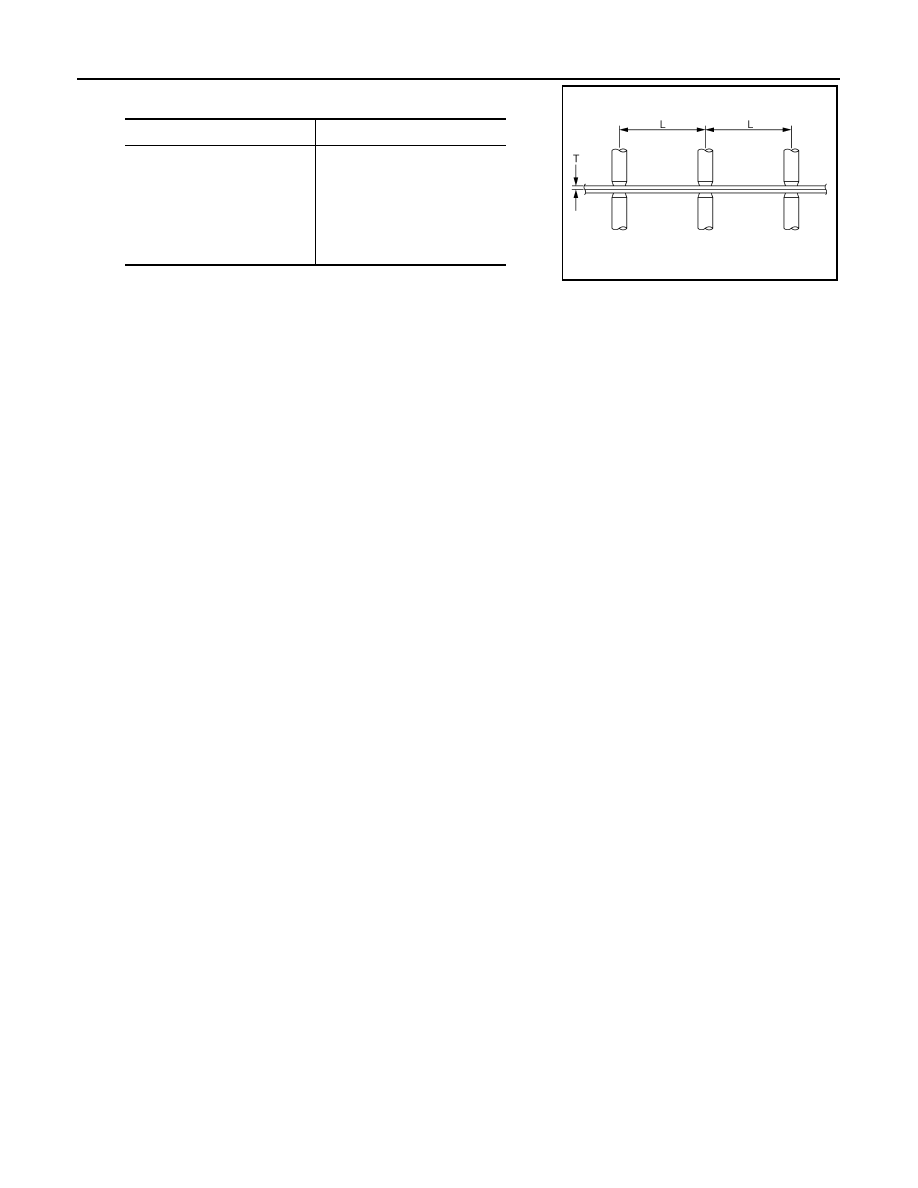
• Follow the specifications for the proper welding pitch.
Unit: mm (in)
Thickness (T)
Minimum pitch (L)
0.6 (0.024)
0.8 (0.031)
1.0 (0.039)
1.2 (0.047)
1.6 (0.063)
1.8 (0.071)
10 (0.39) or more
12 (0.47) or more
18 (0.71) or more
20 (0.79) or more
27 (1.06) or more
31 (1.22) or more
JSKIA0781ZZ

REPAIRING MATERIAL
BRM-249
< PREPARATION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
PREPARATION
REPAIRING MATERIAL
Foam Repair
INFOID:0000000010308853
During factory body assembly, foam insulators are installed in certain body panels and locations around the
vehicle. Use the following procedure(s) to replace any factory-installed foam insulators.
URETHANE FOAM APPLICATIONS
Use commercially available Urethane foam for sealant (foam material) repair of material used on vehicle.
Read instructions on product for fill procedures.
Example of foaming agent filling operation procedure
1.
Fill procedures after installation of service part.
a.
Eliminate foam material remaining on vehicle side.
b.
Clean area after eliminating form insulator and foam material.
c.
Install service part.
d.
Insert nozzle into hole near fill area and fill foam material or fill enough to close gap with the service part.
2.
Fill procedures before installation of service part.
a.
Eliminate foam material remaining on vehicle side.
b.
Clean area after eliminating foam insulator and foam material.
c.
Fill foam material on wheelhouse outer side.
<Urethane foam for foaming agent>
3M™ Automix™ Flexible Foam 08463 or equiva-
lent
Urethane foam
Nozzle insert hole
: Vehicle front
JSKIA0129GB

BRM-250
< PREPARATION >
[FOR RUSSIA]
REPAIRING MATERIAL
NOTE:
Fill enough to close gap with service part while avoiding flange
area.
d.
Install service part.
NOTE:
Refer to label for information on working times.
Urethane foam
Fill while avoiding flange area
: Vehicle front
JSKIA0130GB
BODY COMPONENT PARTS
BRM-251
< PREPARATION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
BODY COMPONENT PARTS
Ultra High Strength Steel Part
INFOID:0000000010505348
DESCRIPTION
Ultra high strength steel parts signify high strength steel plates with tensile strength of 980 MPa or more.
When replacing parts made of ultra high strength steel or parts including ultra high strength steel, never per-
form the prohibition described below:
PROHIBITION
WARNING:
Never cut ultra high strength steel parts or perform butt welding. Violation of this prohibition causes
extreme strength degradation, and the strength before damage cannot be secured.
PART REPLACEMENT
To replace an ultra high strength part, be sure to replace it by panel supply unit of ultra high strength steel part.
For the welding method, refer to
BRM-269, "Welding of Ultra High Strength Steel"
Underbody Component Parts
INFOID:0000000010499715
Refer to parts catalogue for the replacement parts.

BRM-252
< PREPARATION >
[FOR RUSSIA]
BODY COMPONENT PARTS
R9M engine models
: Both sided anti-corrosive precoated steel sections
: High strength steel (HSS) sections
: Both sided anti-corrosive steel and HSS sections
JSKIA3885ZZ

BODY COMPONENT PARTS
BRM-253
< PREPARATION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
No.
Parts name
Tensile strength
(MPa)
Both sided
anti-corrosive
precoated
steel sections
Spare wheel clamp bracket assembly
Under 440
—
Rear floor rear
Under 440
×
Rear floor side assembly (RH & LH)
Under 440
×
Rear floor front
Under 440
×
Inner rear belt anchor reinforcement assembly (RH & LH)
Under 440
×
Rear seat crossmember
Under 440
×
Center front floor assembly
780
×
Front floor assembly (RH & LH)
b.
LH
1350MPa
caution
T=1.4 mm (0.055 in)
590
×
RH
980MPa
caution
T=1.8 mm (0.071 in)
Inner sill assembly (RH & LH)
980MPa
caution
T=1.4 mm (0.055 in)
—
×
Cowl top
Under 440
×
Upper dash assembly
Under 440
×
Lower dash assembly
780
×
Steering hole cover assembly
Under 440
×
Side dash assembly (RH & LH)
590
×
Lower center dash crossmember assembly
980MPa
caution
T=2.0 mm (0.079 in)
—
×
Front strut housing assembly (RH & LH)
445
×
Upper side cowl top (RH & LH)
Under 440
×
Lower front hoodledge (RH & LH)
Under 440
×
Upper hoodledge assembly (RH & LH)
Under 440
×
Hoodledge reinforcement assembly (RH & LH)
Under 440
×
Side radiator core support assembly (RH & LH)
Under 440
×
Front bumper reinforcement assembly
1180MPa
caution
T=1.2 mm (0.079 in)
440
—
Lower front bumper stay (RH & LH)
600
—
Hoodledge connector assembly (RH & LH)
Under 440
×
Side member closing plate assembly (RH & LH)
c.
980MPa
caution
T=2.0 mm (0.079 in)
590
×
Front side member assembly (RH & LH)
d.
980MPa
caution
T=2.0 mm (0.079 in)
750
×
Engine mounting member bracket assembly
445
×
Front suspension mounting rear bracket assembly (RH & LH)
590
×
Rear floor front extension assembly
Under 440
×
Center rear crossmember assembly
Under 440
×
BRM-254
< PREPARATION >
[FOR RUSSIA]
BODY COMPONENT PARTS
CAUTION:
If the high strength steel (ultra high strength steel) of this is broken, replace by assembly for the supply part.
NOTE:
• For the parts without a number described in the figure, it is supplied only with the assembly part that the part is included with.
• Tensile strength column shows the largest strength value of a part in the component part.
Body Component Parts
INFOID:0000000010499716
Refer to parts catalogue for the replacement parts.
Rear side member assembly (RH & LH)
590
×
Rear side member extension assembly (RH & LH)
780
×
No.
Parts name
Tensile strength
(MPa)
Both sided
anti-corrosive
precoated
steel sections

BODY COMPONENT PARTS
BRM-255
< PREPARATION >
[FOR RUSSIA]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
Without sunroof models
With sunroof models
Right side
: Both sided anti-corrosive precoated steel sections
: High strength steel (HSS) sections
: Both sided anti-corrosive steel and HSS sections
JSKIA3886ZZ

BRM-256
< PREPARATION >
[FOR RUSSIA]
BODY COMPONENT PARTS
No.
Parts name
Tensile strength
(MPa)
Both sided
anti-corrosive
precoated
steel sections
Roof
Under 440
—
Front roof rail assembly
Under 440
—
1st roof bow
Under 440
—
2nd roof bow
Under 440
—
3rd roof bow
Under 440
—
4th roof bow
Under 440
—
Rear roof rail assembly
Under 440
—
Sunroof assembly
Under 440
—
Upper front roof rail
Under 440
—
Roof extension assembly
Under 440
—
Center roof bow
Under 440
—
Hood assembly
Under 440
×
Front fender assembly (RH & LH)
Under 440
×
Inner front side roof rail assembly (RH & LH)
450
—
Upper inner front pillar assembly (RH & LH)
590
—
Inner center pillar assembly (RH & LH)
d.
980MPa
caution
T=1.2 mm (0.047 in)
590
×
Outer side roof rail (RH & LH)
980MPa
caution
T=1.0 mm (0.039 in)
—
×
Outer front side body (RH & LH)
Under 440
×
Center pillar hinge brace assembly (RH &
LH)
e.
980MPa
caution
T=1.2 mm (0.047 in)
Under 440
×
Front pillar hinge brace assembly (RH &
LH)
f.
980MPa
caution
T=1.4 mm (0.055 in)
590
×
Lower front pillar hinge brace (RH & LH)
590
×
Front fender bracket (RH & LH)
Under 440
×
Outer sill reinforcement assembly (RH &
LH)
g.
980MPa
caution
T=1.0 mm (0.039 in)
Under 440
×
Lower front pillar reinforcement (RH & LH)
Under 440
×
Outer sill assembly (RH & LH)
Under 440
×
Rear fender assembly (RH & LH)
Under 440
×
Rear fender extension complete (RH & LH)
Under 440
—
Striker retainer assembly (RH & LH)
Under 440
—
Upper rear panel assembly
450
×
Upper rear bumper retainer
Under 440
×
Rear bumper stay assembly (RH & LH)
600
—
Rear bumper reinforcement assembly
1180MPa
caution
T=1.2 mm (0.047 in)
—
—
Back door assembly
Under 440
×
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст