Qashqai J11. Body repair — part 4
REPLACEMENT OPERATIONS
BRM-49
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
• Since this condition is applicable only to this vehicle (J11), never apply it to welding conditions of
other vehicles.
Welding condition
PLUG WELDING
To weld ultra high strength steel of tensile strength 980 MPa or more, perform plug welding observing the
welding hole diameter described in the manual.
CAUTION:
• To perform plug welding, use fuel mixture (Ar 80% + CO2 20%) for shielding gas of welder.
• If carbon dioxide gas (CO2 100%) is used for shielding gas of welder, adequate weld strength cannot
be secured. For this reason, always use fuel mixture for shielding gas of welder to prevent.
• When welding hole diameter cannot be satisfied, make multiple holes (smaller diameter) so that the
sum of hole areas becomes equal to the area of the specified weld hole.
EXAMPLE
Chip tip diameter
6 mm
Welding pressure
3100 N
Welding current
7900 A
Weld time
10 cyc (0.20 sec)
Panel configuration
Combination of a plate of
tensile strength 980 MPa
and that of tensile strength
less than 980 MPa. (Up to 3
plates)
Body sealing
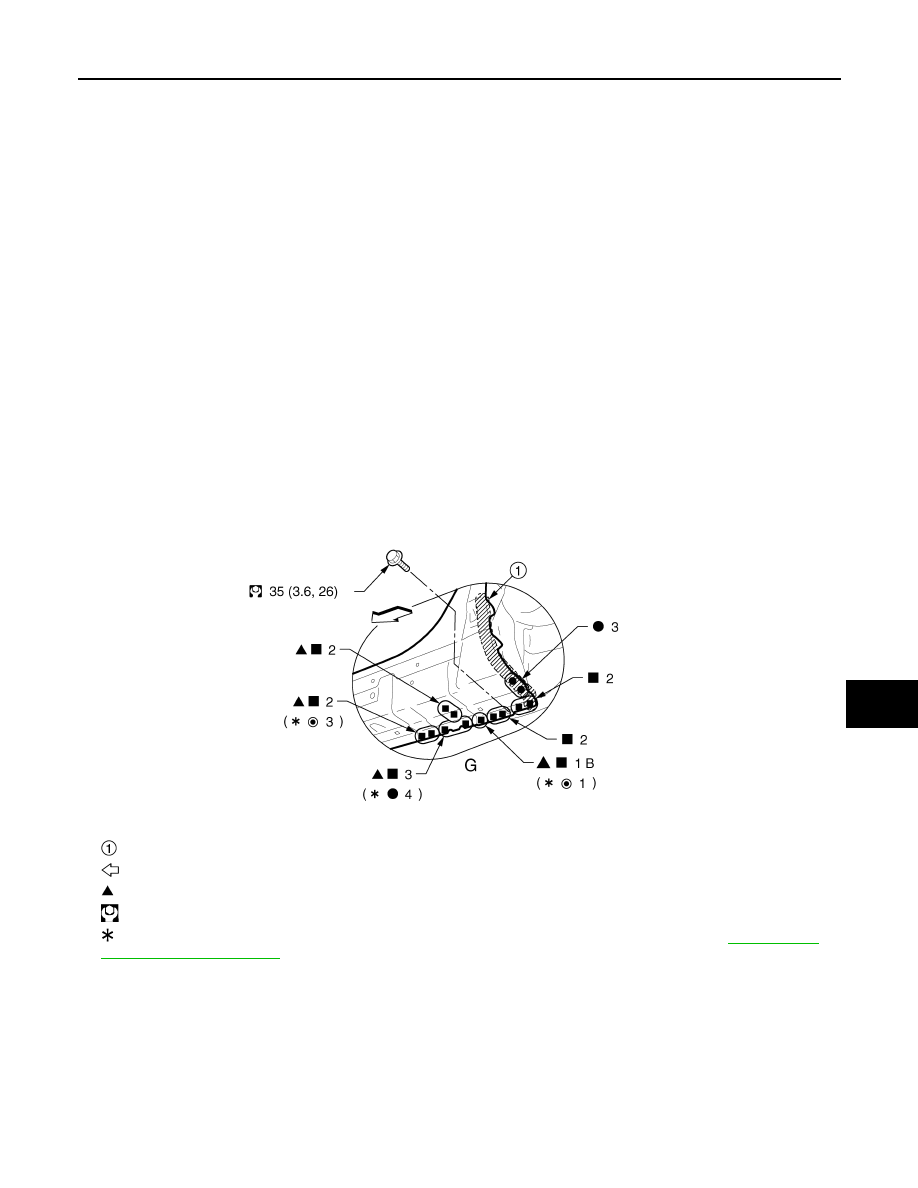
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: N·m (kg-m, ft-lb)
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA3503GB
BRM-50
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
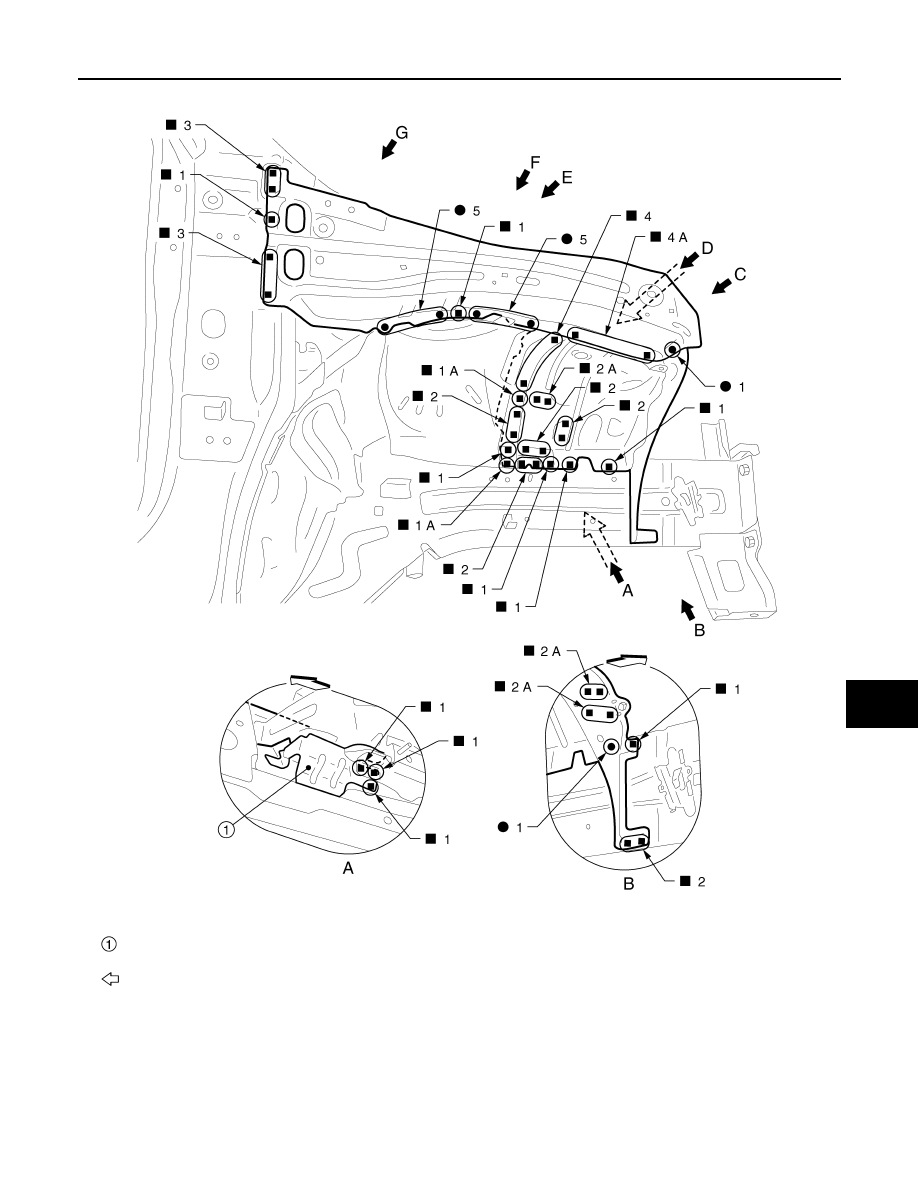
Radiator Core Support
INFOID:0000000010287984
Hoodledge
INFOID:0000000010287985
Work after radiator core support is removed.
: Vehicle front
Replacement part
z
Side radiator core support assembly
z
Front side member assembly
JSKIA4000ZZ
REPLACEMENT OPERATIONS
BRM-51
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
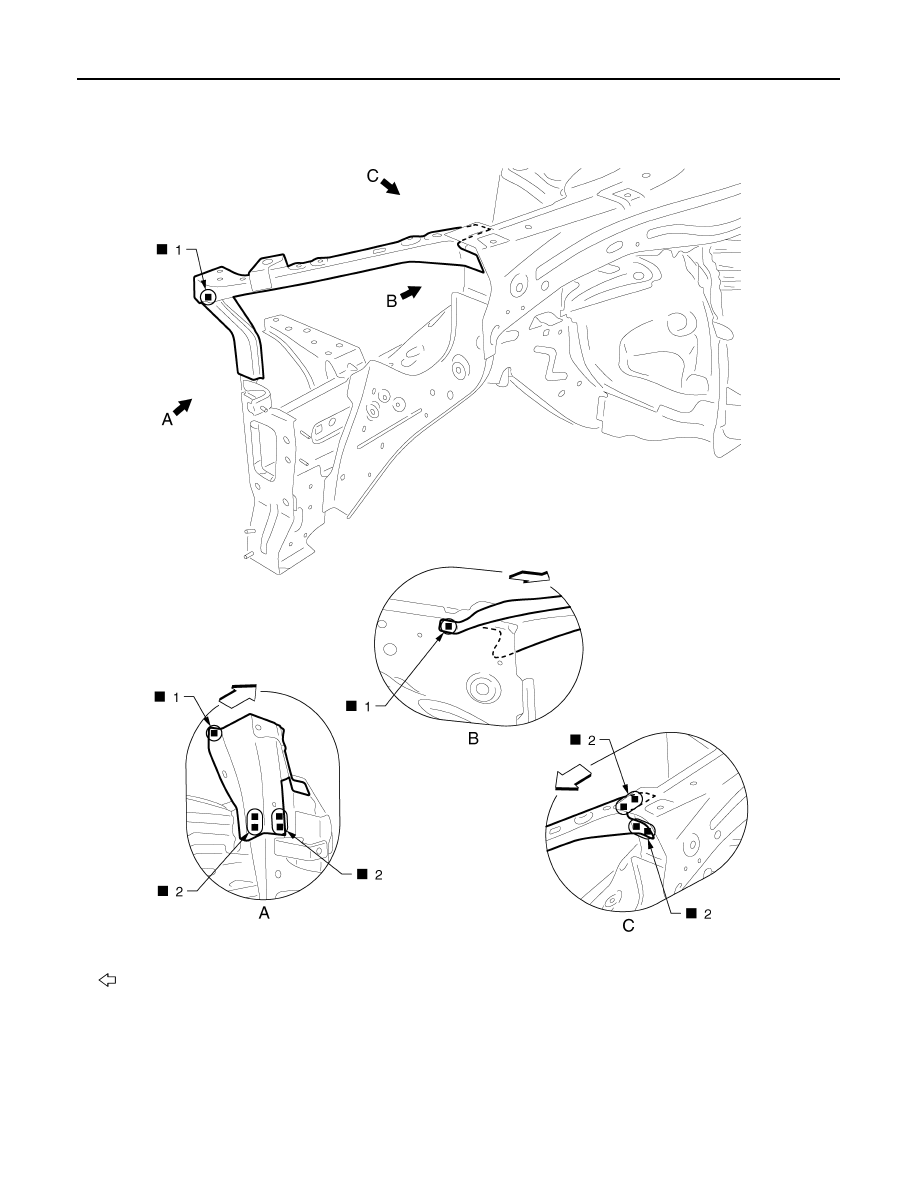
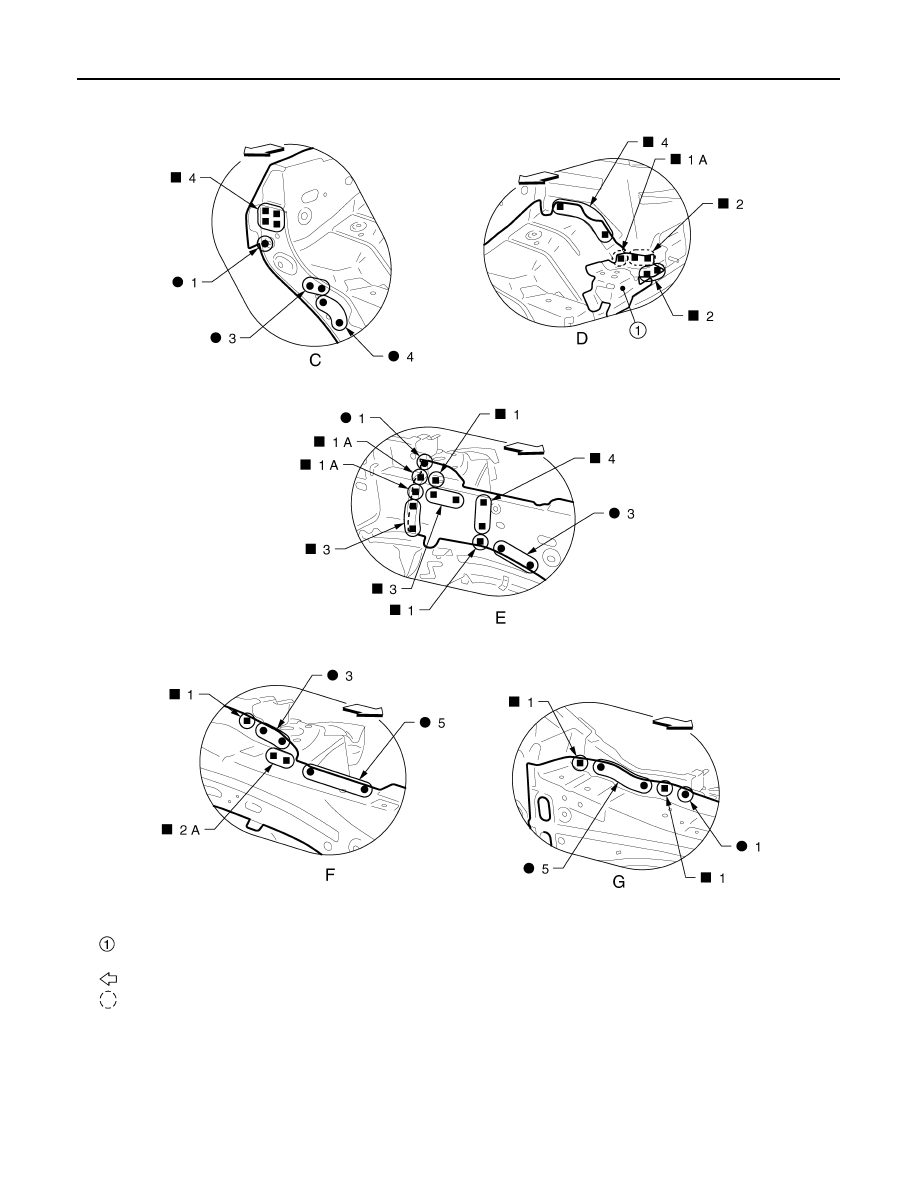
: Vehicle front
Replacement part
z
Front strut housing assembly
z
Hoodledge reinforcement assembly
JSKIA4001ZZ
BRM-52
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
View F: Before installing hoodledge reinforcement assembly
Hoodledge (Partial Replacement)
INFOID:0000000010312605
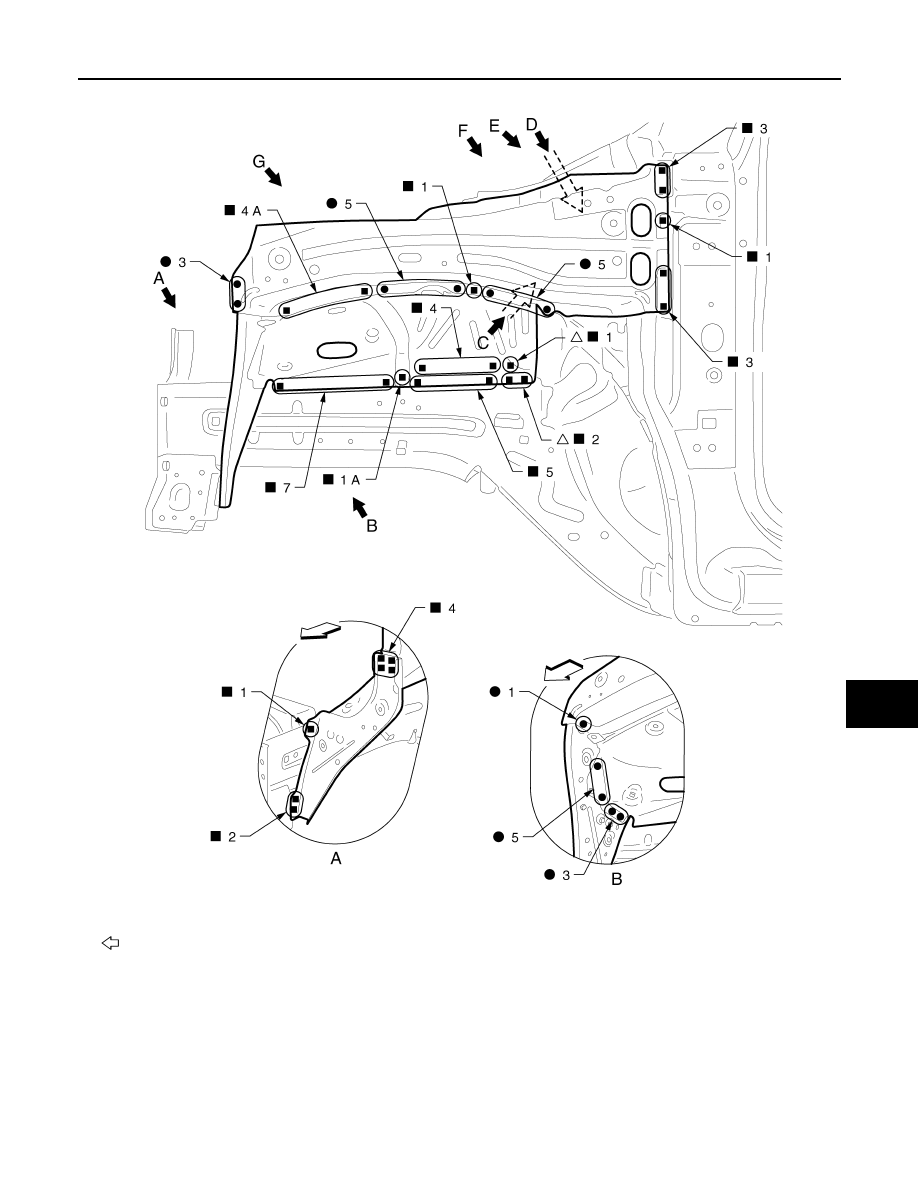
Work after radiator core support is removed.
Remove the engine mounting bracket reinforcement (reusable) for easier installation.
: Vehicle front
JSKIA4002ZZ
REPLACEMENT OPERATIONS
BRM-53
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
Engine mounting bracket reinforce-
ment (reusable)
: Vehicle front
Replacement part
z
Hoodledge reinforcement assembly
z
Upper hoodledge assembly
z
Lower front hoodledge
JSKIA4003ZZ
BRM-54
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
View E: Before installing hoodledge reinforcement assembly
Front Side Member
INFOID:0000000010287986
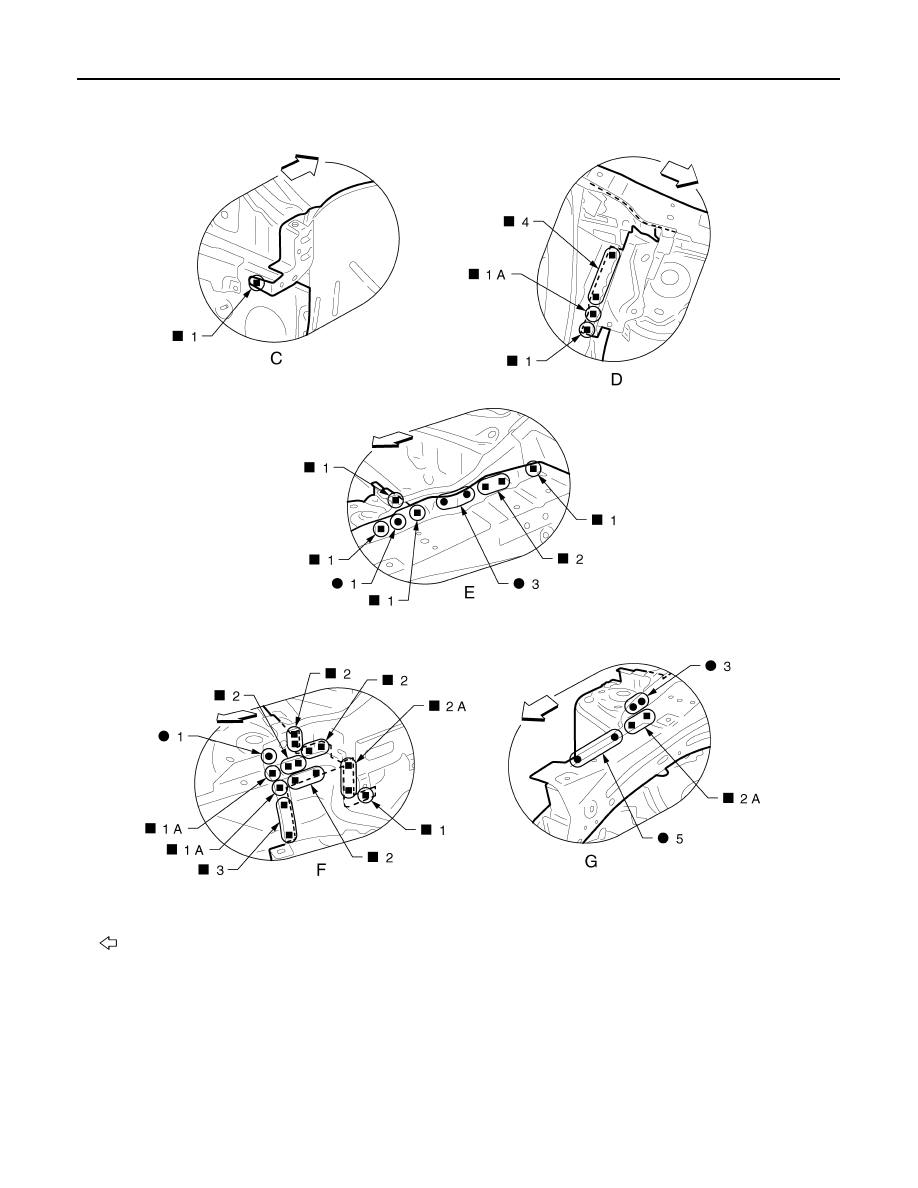
Work after radiator core support and hoodledge are removed.
Engine mounting bracket reinforce-
ment (reusable)
: Vehicle front
: Weld the parts onto the back of the component part.
JSKIA4004ZZ
REPLACEMENT OPERATIONS
BRM-55
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
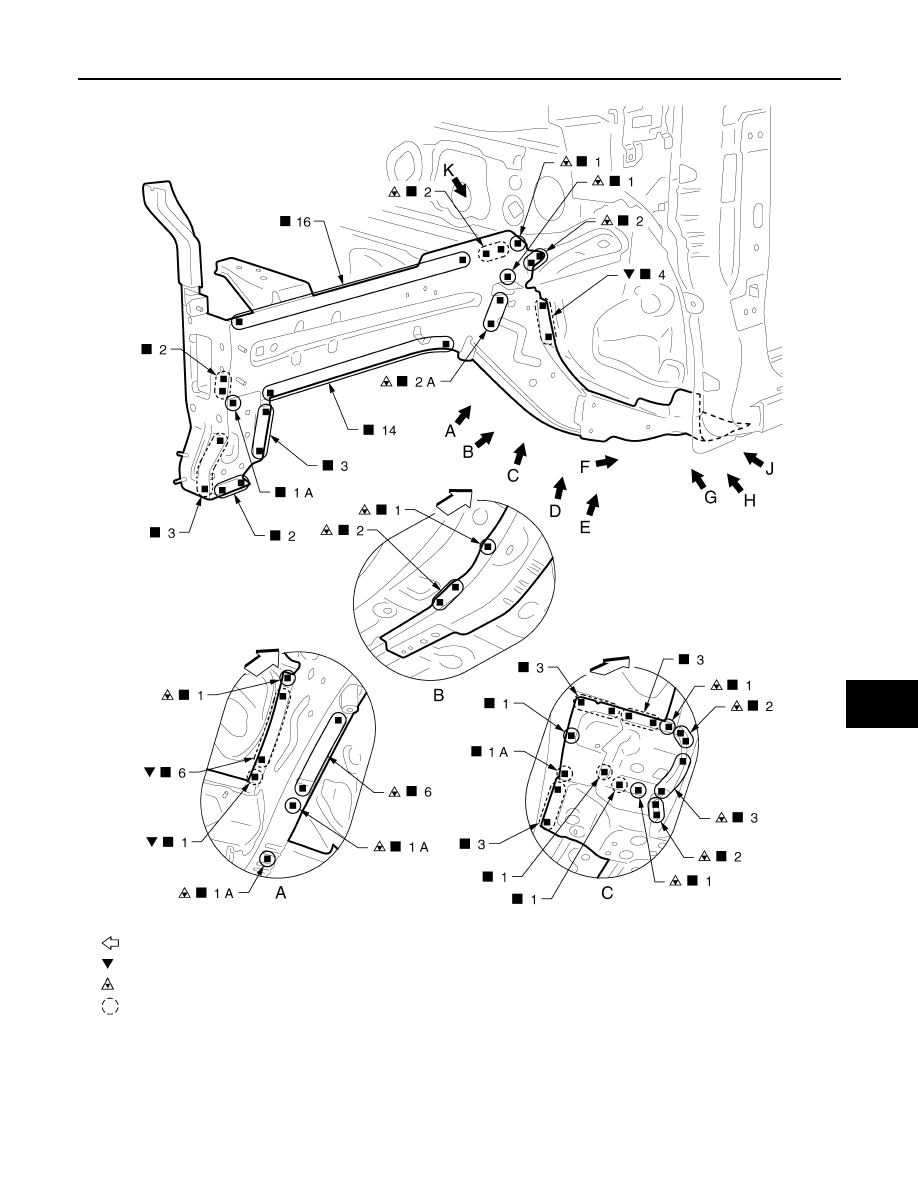
View B: Before installing front suspension mounting rear bracket assembly
: Vehicle front
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
12 mm (0.47 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
Replacement part
z
Front side member assembly
z
Side member closing plate assembly
z
Front suspension mounting rear
bracket assembly
JSKIA4005ZZ
BRM-56
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
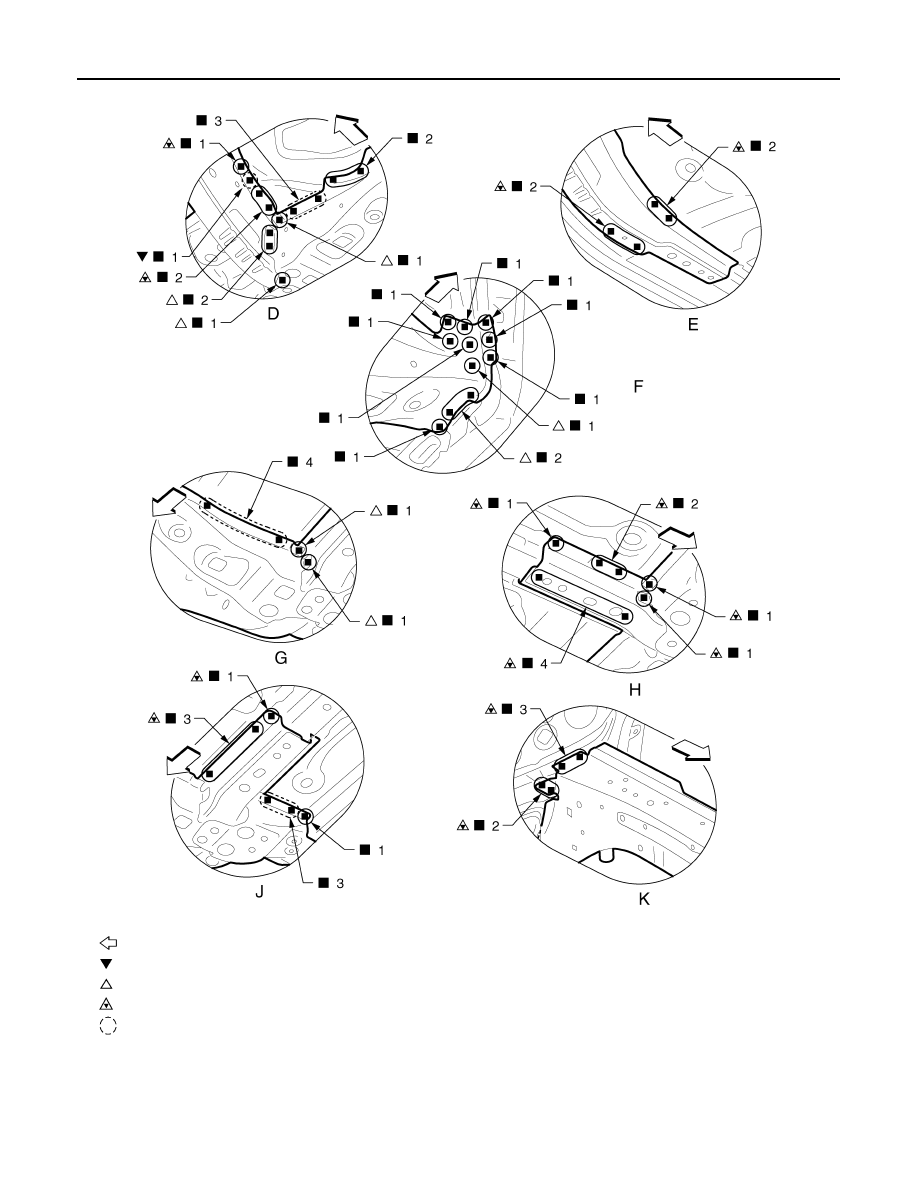
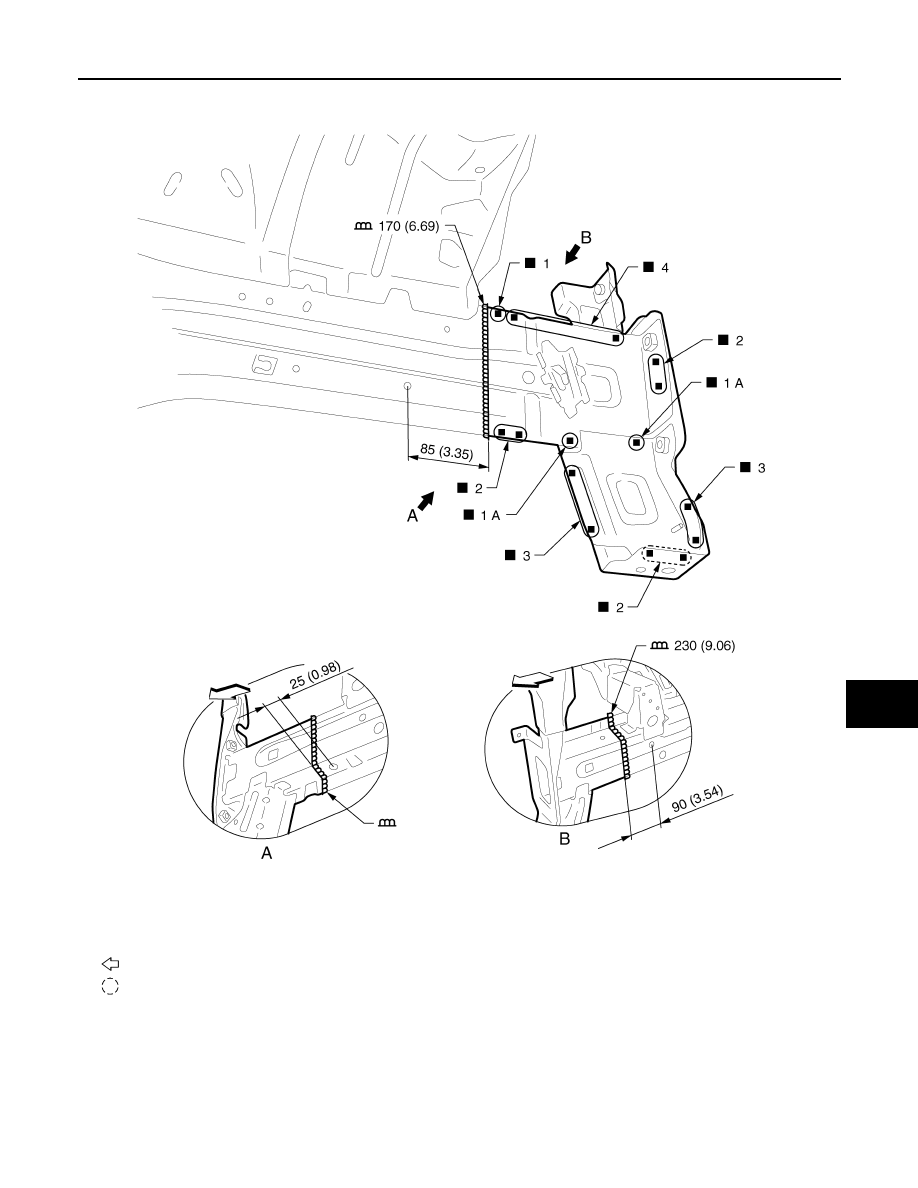
View E: Before installing front suspension mounting rear bracket assembly
Front Side Member (Partial Replacement)
INFOID:0000000010287987
Work after side radiator core support is removed.
: Vehicle front
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
12 mm (0.47 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
JSKIA4006ZZ
REPLACEMENT OPERATIONS
BRM-57
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
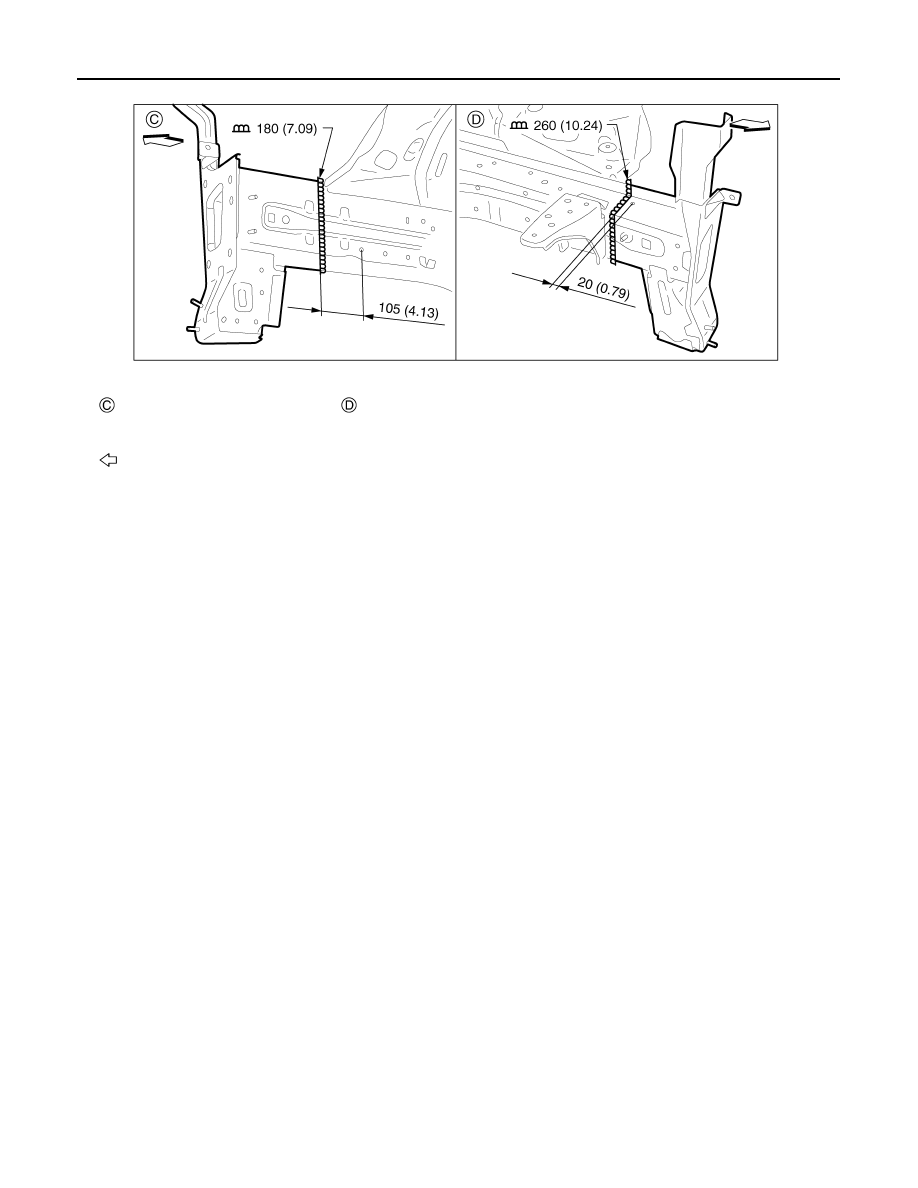
POINT
The front side member on the left can also be replaced partially by cutting at the position shown in the figure.
Unit: mm (in)
: Vehicle front
: Weld the parts onto the back of the component part.
Replacement part
z
Front side member assembly (RH)
z
Side member closing plate assembly
(RH)
JSKIA4007GB
BRM-58
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
Front Pillar
INFOID:0000000010287988
Work after hoodledge reinforcement assembly is removed.
Side member closing plate assembly
cutting position (LH)
Front side member assembly cutting
position (LH)
Unit: mm (in)
: Vehicle front
Replacement part
z
Front side member assembly (LH)
z
Side member closing plate assembly
(LH)
JSKIA4008GB
REPLACEMENT OPERATIONS
BRM-59
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
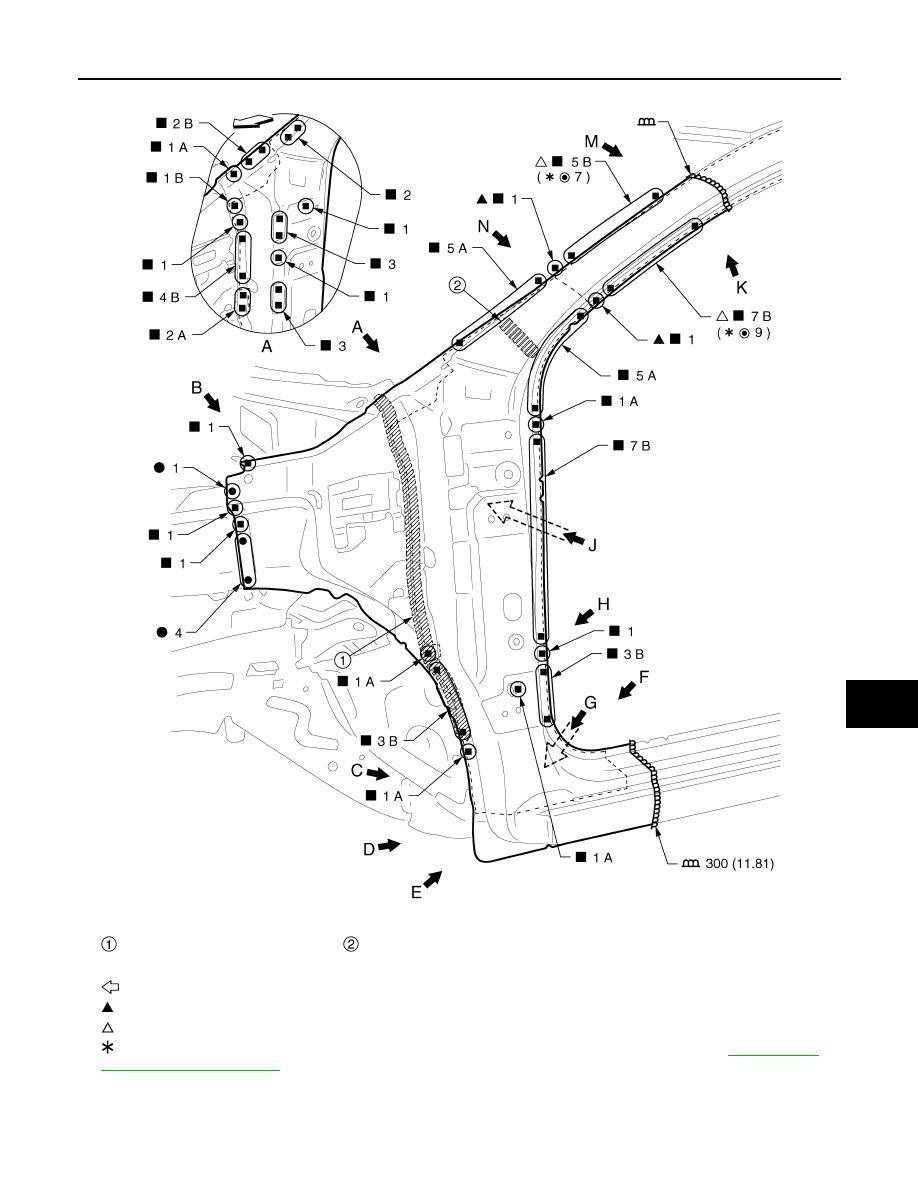
Body sealing
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
Replacement part
z
Outer front side body
z
Lower front pillar hinge brace
z
Front fender bracket
z
Upper inner front pillar assembly
z
Side dash assembly
JSKIA4009GB
BRM-60
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
View C: Before installing outer front side body and front fender bracket
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4010GB
REPLACEMENT OPERATIONS
BRM-61
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
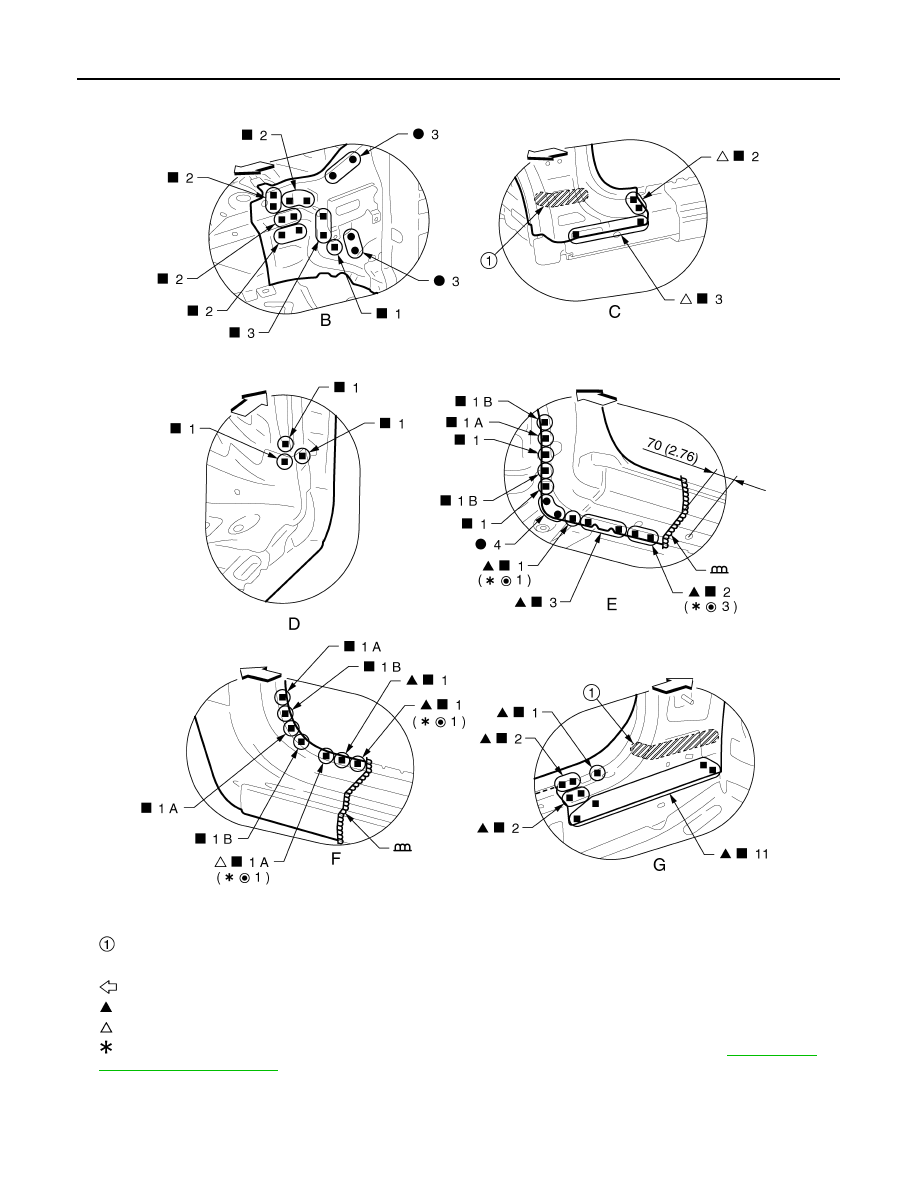
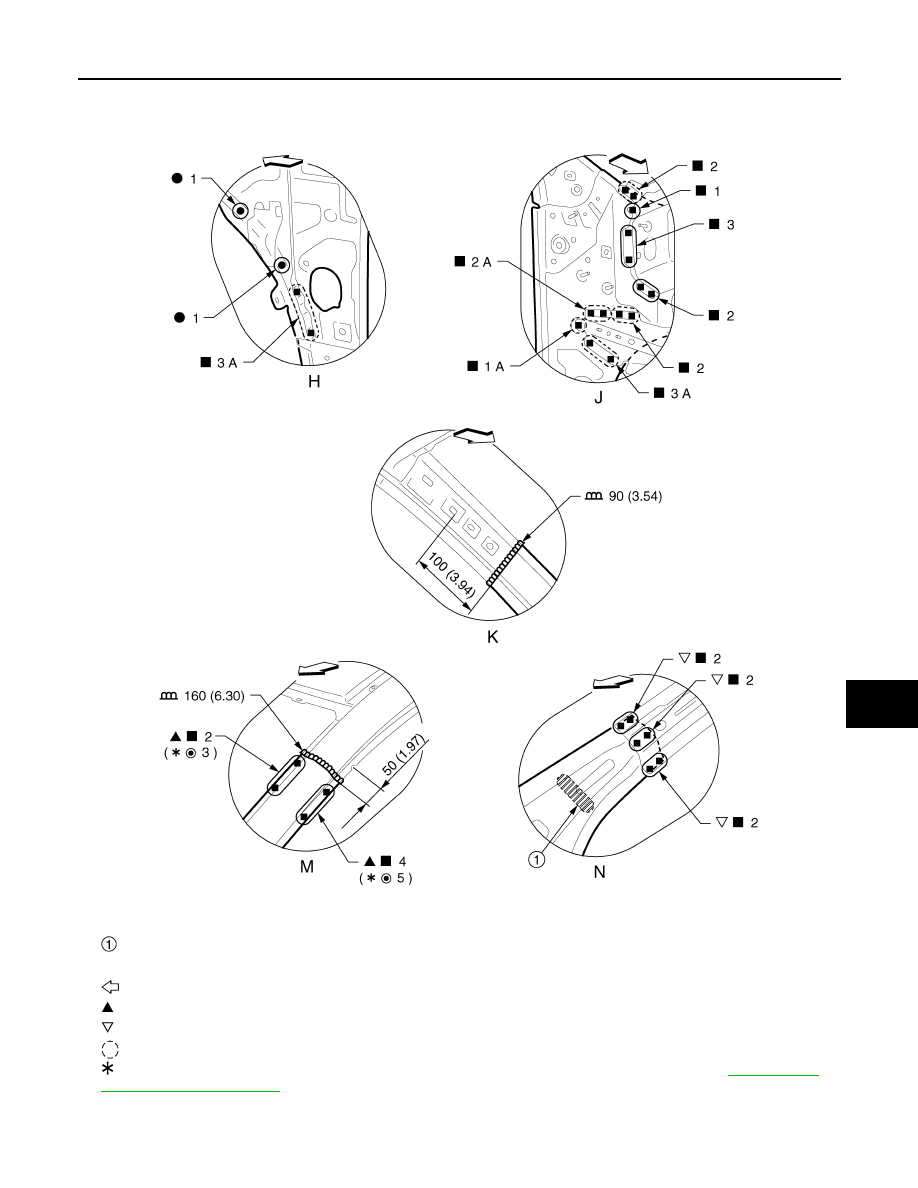
View H and J: Before installing lower front pillar hinge brace, outer front side body, and front fender bracket
View N: Before installing outer front side body and front fender bracket
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
9 mm (0.35 in) hole for the plug welding hole (ultra high strength steel).
: Weld the parts onto the back of the component part.
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4011GB
BRM-62
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
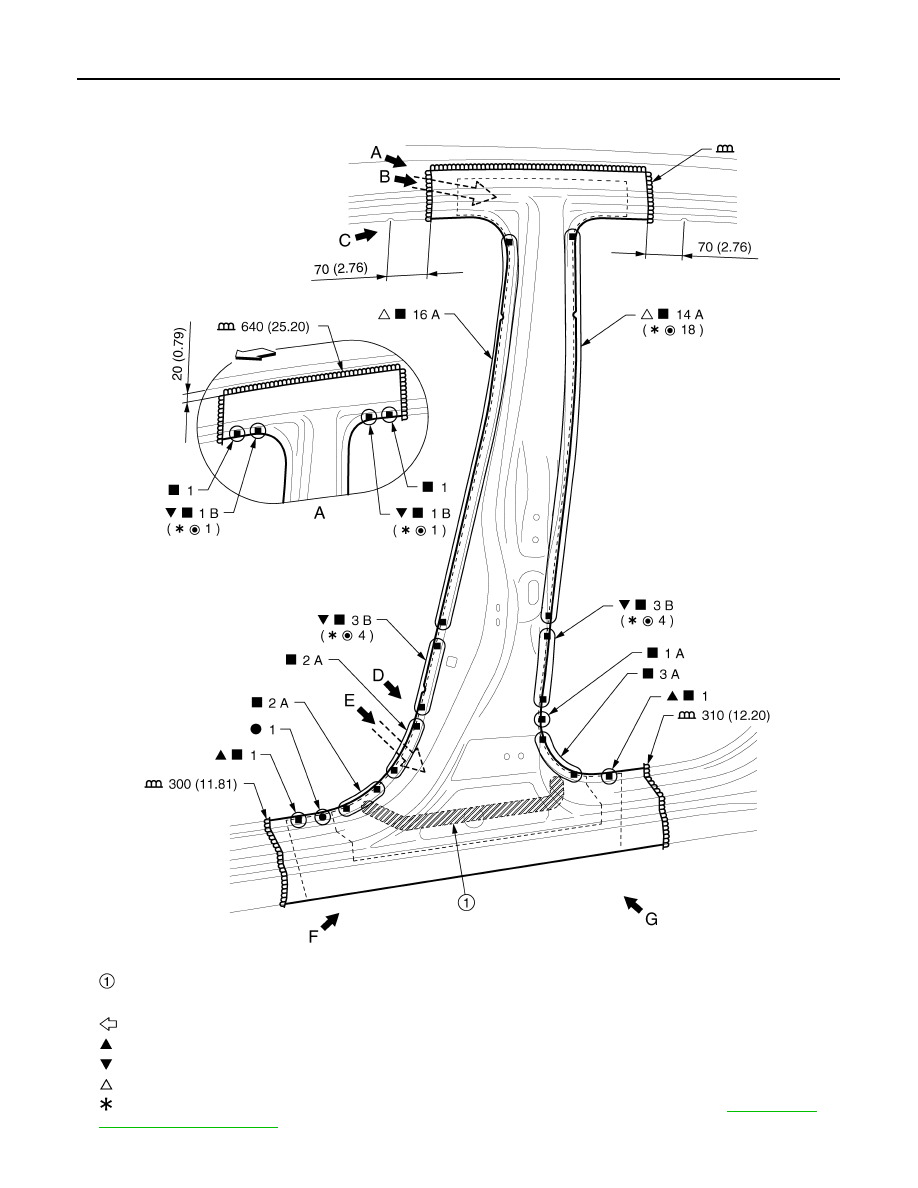
REPLACEMENT OPERATIONS
Center Pillar
INFOID:0000000010287989
Urethane foam
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4012GB
REPLACEMENT OPERATIONS
BRM-63
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
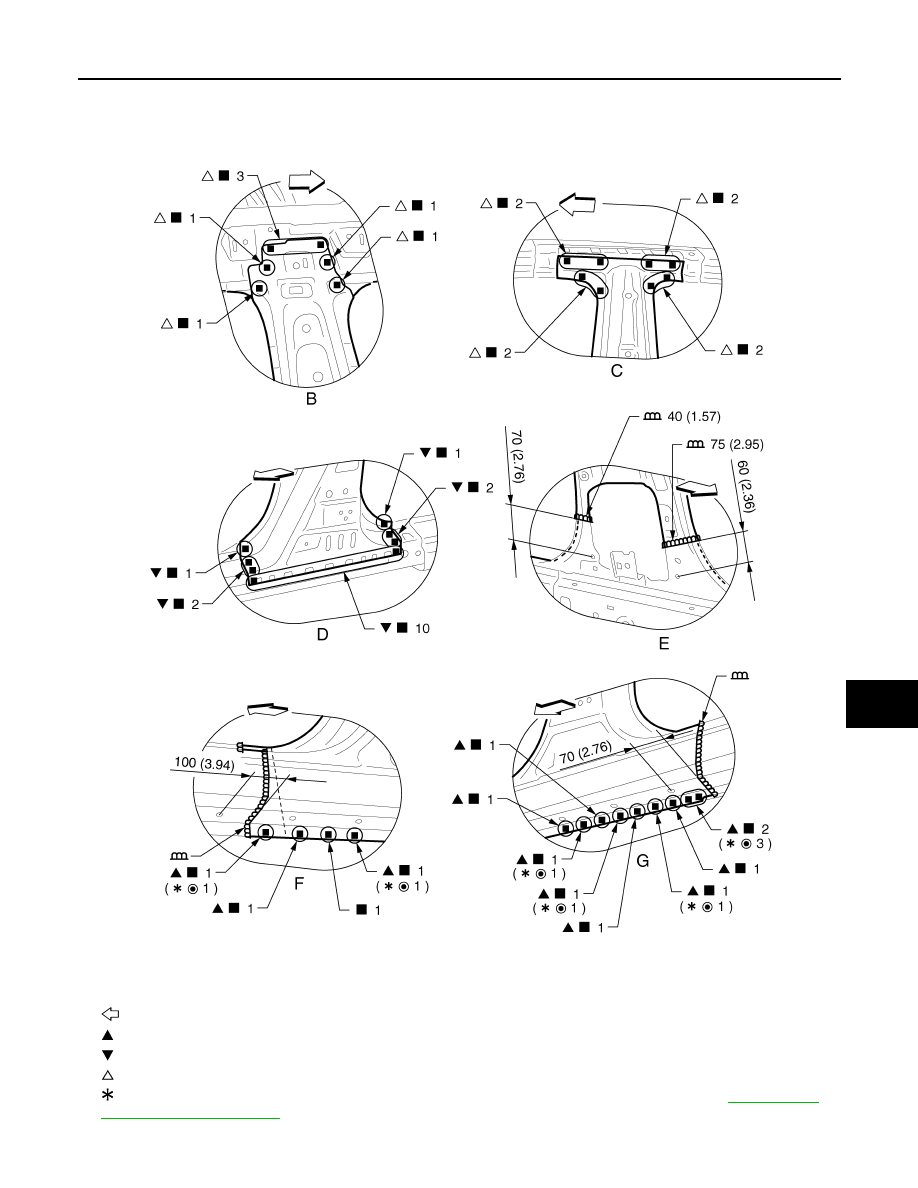
Replacement part
z
Outer front side body
z
Center pillar hinge brace assembly
z
Inner center pillar assembly
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
7 mm (0.28 in) hole for the plug welding hole (ultra high strength steel).
: Drill
φ
8 mm (0.31 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
JSKIA4013GB
BRM-64
< REMOVAL AND INSTALLATION >
[FOR EUROPE (LHD)]
REPLACEMENT OPERATIONS
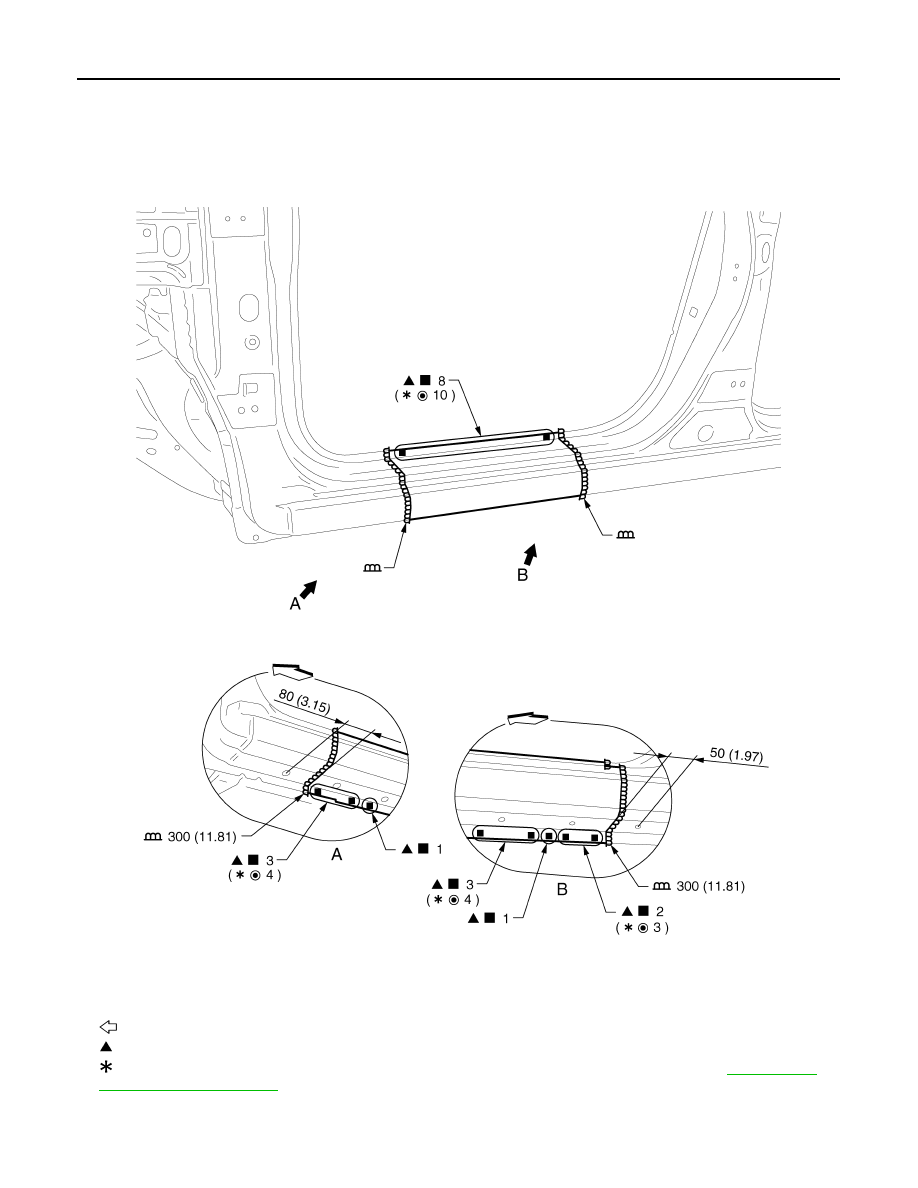
View C and D: Before installing outer front side body
Outer Sill (Partial Replacement)
INFOID:0000000010287990
Unit: mm (in)
: Vehicle front
: Drill
φ
6 mm (0.24 in) hole for the plug welding hole (ultra high strength steel).
: For spot welding of steel plate of tensile strength 980 MPa, observe the indicated welding conditions. Refer to
ing of Ultra High Strength Steel"
Replacement part
z
Outer sill assembly
JSKIA4014GB
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст