Daewoo Tacuma: Body Repair Manual — part 15
5–6 ROOF, BACK PANEL AND REAR FLOOR PANEL
13.Install the related parts.
•
Windshield and rear glass.
•
Cowl, wiper and related parts.
•
Wiring harness and headlining.
•
Pillar trims, door weatherstrip and others.
•
Install in the reverse order in which they were re-
moved.
14.Check and adjust.
•
Clean the passenger compartment.
•
Check the windshield and rear glass for water
leaks.
•
Check the room lamp and other all operation.

ROOF, BACK PANEL AND REAR FLOOR PANEL 5–7
2. BACK PANEL
2-1. GENERAL DESCRIPTION
The back panel is joined to the side panel outer, rear
extension longitudinal and extension rear floor. It
forms the base for the rear combination lamps and
other parts and maintains the rigidity of the rear body.
Pay particular attention to twists and parallelism and
check mounting of related parts when welding.
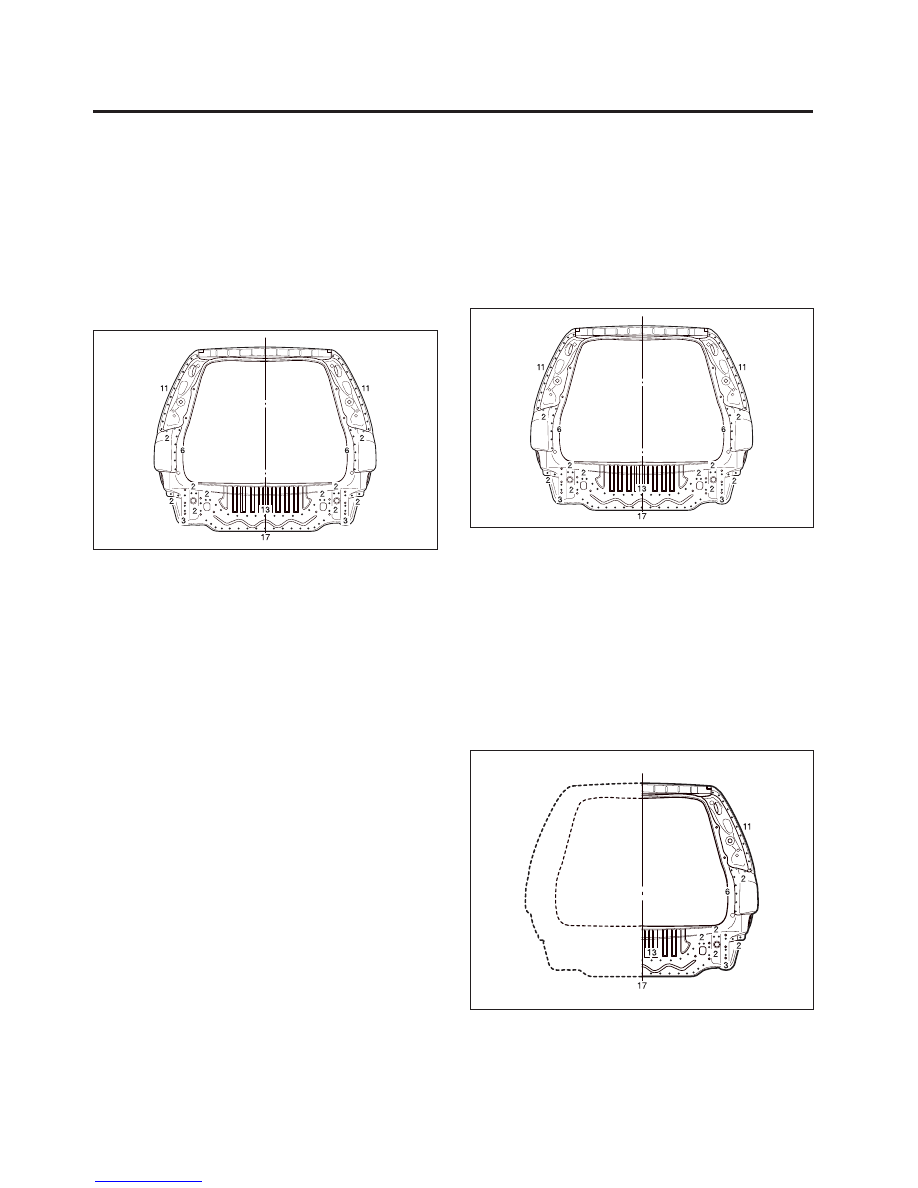
Fig. 8 Back Panel Welding Assembly
5–8 ROOF, BACK PANEL AND REAR FLOOR PANEL
2-2. REPAIR PROCEDURE
1. Remove the related parts.
•
Rear and trunk trims.
•
Trunk lid lock and related parts.
•
Rear combination lamps and wiring harness.
•
Rear bumper and related parts.
•
Other related parts.
•
Level and finish the burrs from the fried off spot
welds with disc sander and repair all cracks, holes
or other defects by welding also repair the floor
panel if necessary.
CAUTION: To prevent eye injury, wear goggles or
safety glasses whenever sanding, cutting, or grind-
ing.
2. Roughly pull out and straighten the damaged area.
•
Check the damage and roughly pull out and re-
pair the related side panel inner, rear floor, rear
longitudinal and other damaged parts with the
frame straightener before removing the back
panel.
•
Attach the car to the frame straightener by tight-
ening the underbody clamps located at the jack
up designated points on the bottom of the frame
door opening.
3. Cut and pry off the rear panel.
•
Center punch around the spot weld imprints with
the rear side outer and extension rear floor panel.
•
Use the special spot cutter to drill holes at the
spot weld nuggets on the rear side outer and
extension rear floor panel.
NOTE: When drilling holes be careful not to drill down
to the side outer and extension rear floor panel them-
selves.
•
Cut off the rear panel with an air chisel, leaving
the welding flanges intact.
Fig. 9
Fig. 10
NOTE:
•
If damage has occurred only on one side, cut the
damaged section of the rear panel, trim the new
panel to fit the remaining section, then butt weld
both parts at the inner ends.
•
Where damage has not extended into the rear
side outer panel, cut the rear panel from the body
on either panel.
Fig. 11

ROOF, BACK PANEL AND REAR FLOOR PANEL 5–9
4. Peel off the undercoat and sealer.
•
Heat the undercoat and sealer at the welding
areas of the rear side outer panel and extension
rear floor with a gas torch and peel off the under-
coat and sealer with a steel spatula.
5. Mold damaged related parts.
•
Use a hammer and dolly to mold damaged areas
of the rear side outer and extension rear floor
panel.
•
Even out the welding flanges with a hammer and
dolly.
•
Fill any holes drilled by welding.
6. Set the new rear panel.
•
Grind both sides of the welding section of the rear
panel with a sander to remove the paint and ex-
pose the steel plate.
CAUTION: To prevent eye injury, wear goggles or
safety glasses whenever sanding, cutting, or grind-
ing.
•
Clamp both the right and left sides with the vise
grips as shown.
•
Weld the clamped sections for temporary instal-
lation.
CAUTION: To prevent eye injury and burns when
welding, wear an approved welding helmet, gloves
and safety shoes.
7. Measure and check.
•
Measure the trunk compartment diagonally to
check it for twisting or bending and its correct
position with the rear bumper installed.
•
Temporarily assemble the rear combination lamps
and trunk, then check the clearances and level
differences.
8. Perform the main welding.
•
Make MIG or gas welds at the butt joints.
•
Spot weld the back panel as shown.
CAUTION: To prevent eye injury and burns when
welding, wear an approved welding helmet, gloves
and safety shoes.
•
Perform a trial welding first, and check the weld-
ing condition.
•
Increase the number of spot by 20% for areas to
be spot welded.
Fig. 12
Fig. 13
9. Finish the welding areas.
•
Level the gas or MIG welded areas with disc
sander, then even out high areas with a hammer
being careful not to deform them.
•
Use a hammer and dolly to even out the rear side
outer and extension rear floor panel flanges for a
close fit with the surface of the rear panel.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст