Nissan Juke F15. Instruction — part 143
BODY EXTERIOR PAINT COLOR
BRM-5
< VEHICLE INFORMATION >
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
NOTE:
• 2M: 2-Coat metallic
• 2S: 2-Coat solid
• 3P: 3-Coat pearl
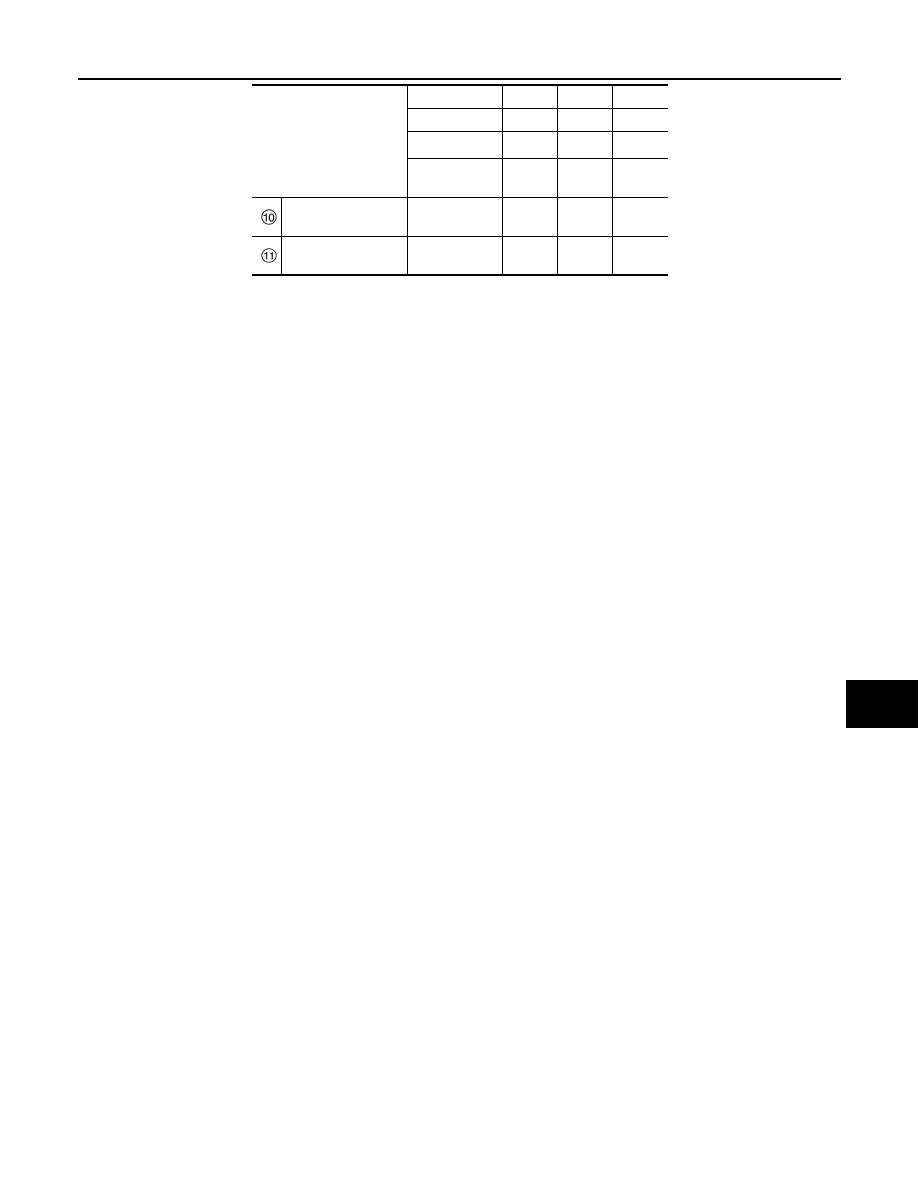
Front door outside
handle
Body color
BK23
BKH3
BQAB
Rear door outside
handle assembly
Black
Black
Black
Black
Component
Color code
BK23
BKH3
BQAB
Description
Silver
Black
White
Paint type
Note
2M
2S
3P
Hard clear
coat
−
×
−

BRM-6
< PRECAUTION >
PRECAUTIONS
PRECAUTION
PRECAUTIONS
Precautions for Body Repair
INFOID:0000000013407798
WARNING:
• The repair information in this section is intended for trained body repair technicians who have
attained a high level of skill and experience (e.g. ASE Collision Repair Certification, I-CAR Profes-
sional Development Program [PDP] training, etc.) in repairing collision damaged vehicles using
appropriate tools and equipment. Performing repairs without the proper training, tools or equipment
could damage the vehicle or cause personal injury or death to you or others.
• The information in this Body Repair Instruction is a guideline for repairing collision damaged vehicles.
However, this information cannot cover all possible ways that a vehicle can be damaged. As such,
the body repair technician is responsible for making sure that the repair does not affect the struc-
tural integrity or safety of the vehicle. Improper repair of a damaged vehicle may result in a collision,
property damage, personal injury or death.
• Nissan recommends using only new genuine Nissan replacement body parts. Use of used, salvaged
or aftermarket body parts is not recommended by Nissan. Non-genuine Nissan components may
affect the vehicle's structural integrity and crash safety performance, which could result in serious
personal injury or death in an accident.
CAUTION:
Never weld an area where an adhesive is applied. Welding an adhesive-coated surface cannot achieve
appropriate weld strength.
REPAIRING HIGH STRENGTH STEEL
BRM-7
< PRECAUTION >
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
REPAIRING HIGH STRENGTH STEEL
High Strength Steel (HSS)
INFOID:0000000012199823
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
Read the following precautions when repairing HSS:
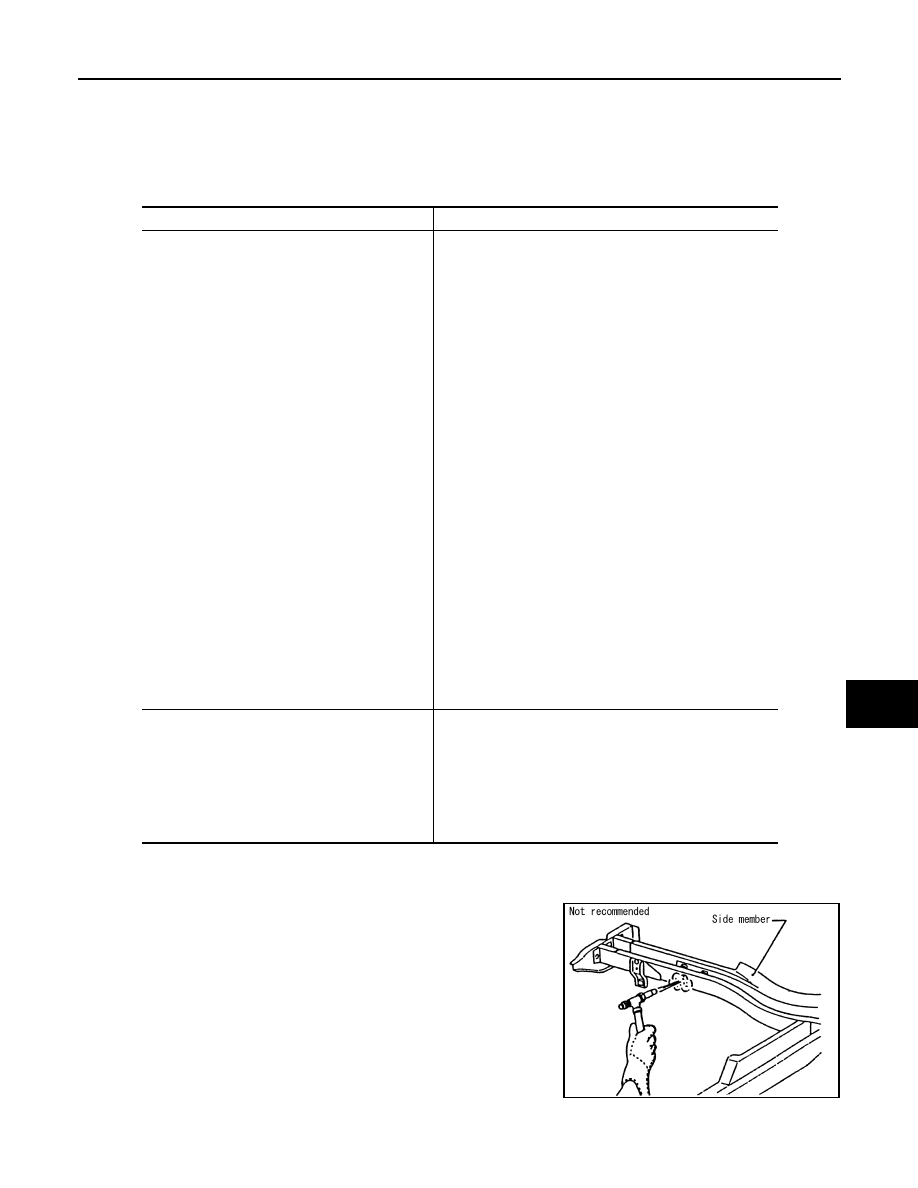
1. Additional points to consider
• The repair of reinforcements (such as side members) by heat-
ing is not recommended, because it may weaken the compo-
nent. When heating is unavoidable, never heat HSS parts
above 550
°C (1,022°F).
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometer are appropri-
ate.)
Tensile strength
Major applicable parts
440 - 780 MPa
• Trans control reinforcement
(Center front floor component part)
• 2nd crossmember
(Front floor component part)
• Inner sill
• Side dash
• Lower dash crossmember (Lower)
• Front strut housing
• Front side member assembly
• Front side member closing plate assembly
• Front suspension mounting bracket (Front)
• Rear seat crossmember
• Rear seat crossmember reinforcement
(Rear crossmember center assembly component part)
• Rear side member
• Rear side member extension
• Upper rear seat crossmember
• Front side member front assembly
• Inner side roof rail
• Upper inner front pillar
• Inner center pillar
• Outer side roof rail reinforcement
• Lower center pillar brace
• Outer front pillar reinforcement
(Front pillar brace component part)
• Lower front pillar hinge brace
• Outer sill reinforcement
• Inner rear pillar reinforcement
• Front roof rail
• Rear bumper stay assembly
980 - 1310 MPa
• Front side member rear extension
(Front floor component part)
• Inner sill reinforcement
(Inner sill component part)
• Lower dash crossmember (Upper)
(Lower dash component part)
• Inner center front bumper reinforcement
• Inner center rear bumper reinforcement
PIIA0115E

BRM-8
< PRECAUTION >
REPAIRING HIGH STRENGTH STEEL
• When straightening body panels, use caution in pulling any
HSS panel. Because HSS is very strong, pulling may cause
deformation in adjacent sections of the body. In this case,
increase the number of measuring points, and carefully pull
the HSS panel.
• When cutting HSS panels, avoid gas (torch) cutting if possible.
Instead, use a saw to avoid weakening surrounding areas due
to heat. If gas (torch) cutting is unavoidable, allow a minimum
margin of 50 mm (1.97in).
• When welding HSS panels, use spot welding whenever possi-
ble in order to minimize weakening surrounding areas due to
heat.
If spot welding is impossible, use MIG. welding. Do not use
gas (torch) for welding because it is inferior in welding
strength.
• Spot welding on HSS panels is harder than that of an ordinary
steel panel.
Therefore, when cutting spot welds on a HSS panel, use a low
speed high torque drill (1,000 to 1,200 rpm) to increase drill bit
durability and facilitate the operation.
PIIA0116E
PIIA0117E
JSKIA0082GB
PIIA0145E
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст